Предложенное изобретение относится к автоматическому производству изделий (полос. прутков, профилей) нз алюминиевых, магниевых и других сплавов с замкнутым циклом путем прессования.
Известен инструментальный блок для ipecсования профилей, содержащий контейнер и матрицу, закрепленную в матрицедержателе.
С целью уменьшения прессостатка матрица смонтирована во втулке с возможностью возвратно-иоступательного перемещения относительно последней.
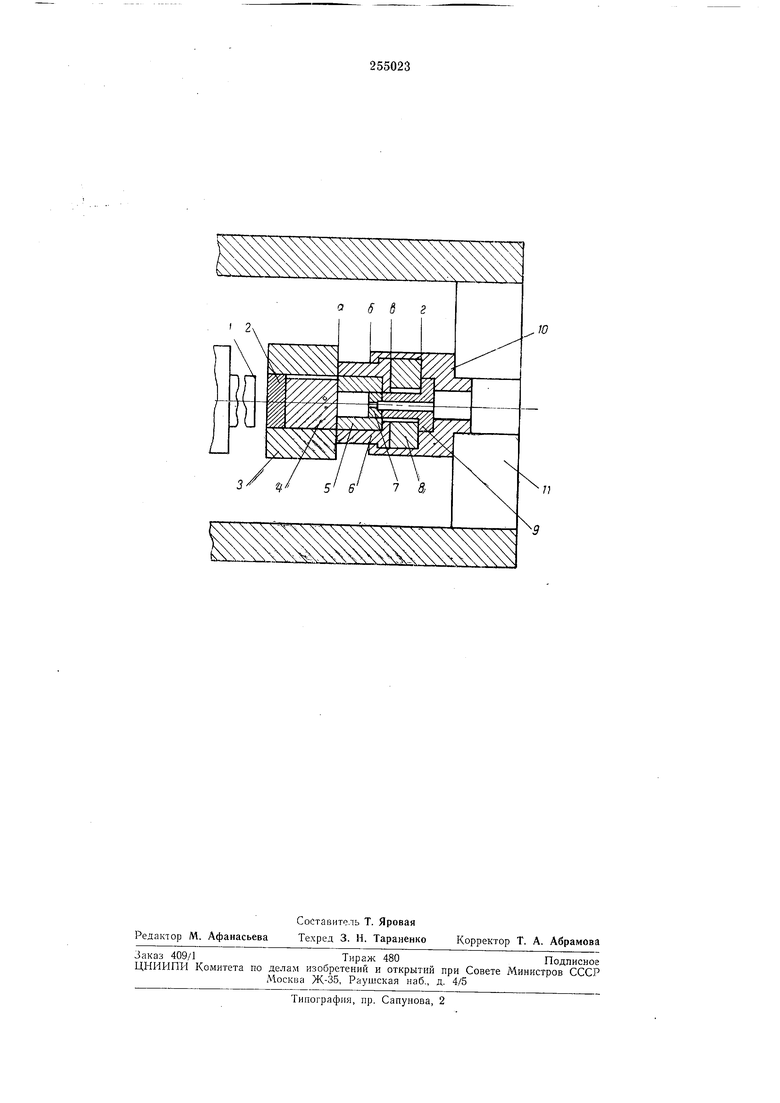
На чертеже изображена конструктивная схема предложенного инструментального блока.
В схему входят пресс-щтемпель / прямого метода, пресс-шайба 2 прямого метода, втулка 3 прямого метода, слиток (заготовка) 4, втулка 5 обратного метода, обойма 6 втулки обратного метода, матрица 7 обратного метода, клин 8, пресс-ште.мпель 9 обратного метода, держатель 10, крестовина //.
Клин 8 закрыт, пресс-щтемлелем 1 приводится в движепие пресс-шайба 2, и слиток 4 частично входит внутрь втулки 5. При отключении усилия пресса КЛИБ 8 открывается н на профиле (изделии) вьгпрессовывается внутренний объем втулки 5. Детали 2-7 отводятся влево. Автоматически прессование изделия повторяется столько раз, во сколько объем металла (слиток 4} больше выпрессовываемого матрицей 7 объема на профиль во втулке 5.
Скатившийся по наклонному желобу за пределы колонн пресса ком-плект деталей 2, 3 4 с нрессостатком с помощью специального, механизма становится в положение пресс-шайбой . Затем эти детали поворачиваются за пределами колонн пресса на угол 90 и поднимаются к пресс-штемлелю / в положение желоба для скатывания, li процесс повторяется.
Р1сходпый слиток 4 деформиру-ется прямым и обратным методами, автоматически и непрерывно выпрессовывается изделие.
Предмет изобретения
Пнстоументальный блок для прессования профилей, содержащий контейнер и матрицу, закрепленную в матрицедержателе, отличаю11{ийся тем, что, с целью уменьшения црессостатка, матрица смонтирована во втулке и имеет возможность возвратно-поступательного перемещения относительно .последней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный гидравлический пресс | 1985 |
|
SU1581599A1 |
| Горизонтальный гидравлическийТРубОпРОфильНый пРЕСС | 1979 |
|
SU820963A1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016682C1 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ НАЛОЖЕНИЯ АЛЮМИНИЕВЫХ ОБОЛОЧЕК НА КАБЕЛЬ | 1966 |
|
SU183072A1 |
| ИНСТРУМЕНТ для НЕПРЕРЫВНОГО ПРЕССОВАНИЯМЕТАЛЛОВ | 1965 |
|
SU171841A1 |
| УСТРОЙСТВО ДЛЯ ОБРАТНОГО ПРЕССОВАНИЯ ТОЛСТОСТЕННЫХ ТРУБ | 2002 |
|
RU2252093C2 |
| Способ полунепрерывного экструдирования легких сплавов | 1976 |
|
SU603455A1 |