Известны способы обработки кольцевого желоба, имеющего в диаметральном сечении форму дули окружности, инструментом с тороидальной рабочей поверхностью. Ось инструмента лежит в одной плоскости с осью враш,ающегося изделия в условиях их относительного поступательного неремещения по дуге окружности, радиус которой равен разности радиусов дуг окружностей обрабатываемого желоба и рабочей поверхности инструмента.
Предложенный способ обеспечивает обработку желоба переменной кривизны.
С этой целью ра.Д1иус окружности, по которой движется инструмент относительно изделия, изменяют в зависимости от требуемой формы краев желоба на поверхности обрабатываемого изделия. Скорость изменения этого радиуса и скорость вращения изделяя согласовывают исходя из тех же условий. Относительное перемещение изделия и инструмента осуществляют в виде непрерывного поступательного движения по замкнутой окружности или в виде знакопеременного поступательного движения, а вращение изделия осуществляют с постоянной угловой скоростью или лрерывисто.
Сущность предлагаемого способа поясняется чертежом.
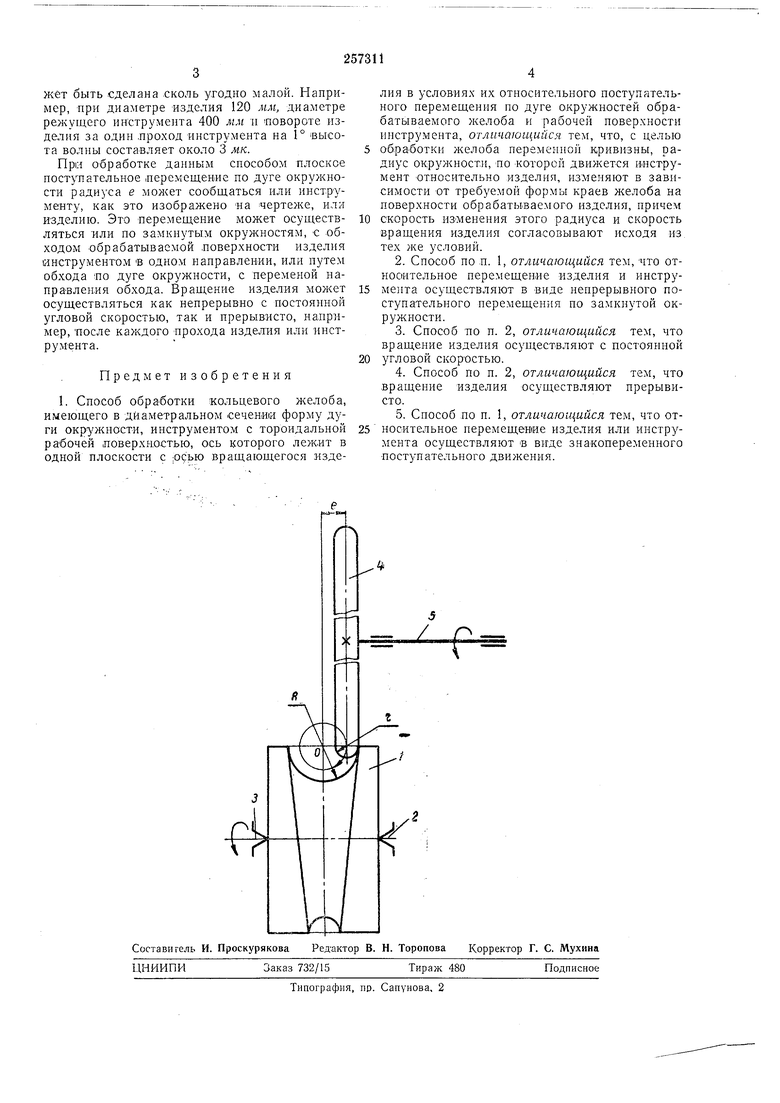
обрабатывают вращающимся режущим инструментом 4, закрепленным на щгинделе 5. Оси изделия / и шпинделя 5 лежат в одной плоскости и, преимуществеино, параллельны.
Профиль обрабатываемойповерхност: представляет собой кольцевой желоб с радиусом R. Величина R является переменной и плавно изменяется от сечения к сечению. При этом расстояния от оси изделия до центров О кривизны л елоба в каждом из сеченнй неизменены. Радиус г профиля рабочей части инструмента должен быть меньще минимального значения радиуса R обрабатываемого желоба.
Обработку каждого сечения желоба ведут путем Поступательного взаимного перемещения изделия 1 и инструмента 4 в .плоскости, проходящей через ось изделия (ось центров 2 и 5) и ось щпинделя 5 по дуге окружности радиуса е, равного разности радиусов R я г. При этом узкой лолоске изделия, лежащей в упомянутой выше плоскости, придается зад аипая форма.
Повериув изделие отпосительно оси центров 2 и 3 на небольшой угол и изменив величину радиуса е с учетом переменной величины радиуса R, обрабатывают следующую полоску, и так далее.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки кольцевого желоба переменного профиля изделия | 1981 |
|
SU992164A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛБЦЕВОГО ЖЕЛОБА | 1970 |
|
SU274677A1 |
| СПОСОБ ШЛИФОВАНИЯ КОЛЬЦЕВОГО ЖЕЛОБА ПЕРЕМЕННОГО РАДИУСНОГО ПРОФИЛЯ | 1973 |
|
SU365240A1 |
| СПОСОБ ОБРАБОТКИ КОЛЬЦЕВОГО РУЧЬЯ ПЕРЕМЕННОГО РАДИУСНОГО ПРОФИЛЯ | 1970 |
|
SU265748A1 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1969 |
|
SU249232A1 |
| Способ обработки торовой поверхности на изделии цилиндрическим инструментом | 1982 |
|
SU1066786A1 |
| Способ прерывистого шлифования | 1989 |
|
SU1726223A1 |
| Способ формообразования торических поверхностей оптических деталей | 2017 |
|
RU2680328C2 |
| Способ расточки глубоких отверстий | 1975 |
|
SU588708A1 |
