1
Изобретаипе отпоснтся .к области металлообработки.
В известиом способе шлифования асольцевого желоба переменного ра,дизсиого профиля шл ифовальным ируго;м большого диаметра с Проф|илбм :В БИде дупи окр|ужности и качаюш,И1МСЯ .вокруг оси, проходящей че(рез центр дуги профиля желоба ,в «аждом радиальной сечелви, контакт режущей кромки шлифовального .крута и обрабатываемого профиля издеЛ1ИЯ происходит вне пл0|0кости, проходящей через ось вгращения шлифовального круга и ось поворота изделия. Это приводит к погрешности рад1иу|СНОго проф|иля на :издели И, а к «eipaBHOMepHOMy И31нооу профиля шлифовального круга.
Предлагаемый способ шлифоваиия кольцевого желоба исключает погрешности радиусного лрофиля обрабатываемого желоба за счет того, что ось кача1Н1ия щл ифавального круга располагают иод углом к плоокосии, в KOTopoii находятся оси вращения |Шлифовальяого круга и изделия, а ири повороте 1издел1ия с изменением радиуса /качания шлифовального круга яз.меияют угол оаи -качаиия.
Кроме того, для исключения погрешности лребля Обрабатываемого же.тоба от зменьшения диаметра шлифовального округа ось шлифовального :при его изиосе nepSAieu aют по прямой, со&дииягогцей центр радиуса
кри1визпы гребия в каждом сечени П П ось п.1Л11фова.тыиого (Круга.
Чертеж иллюстрирует .предлагаемый способ.
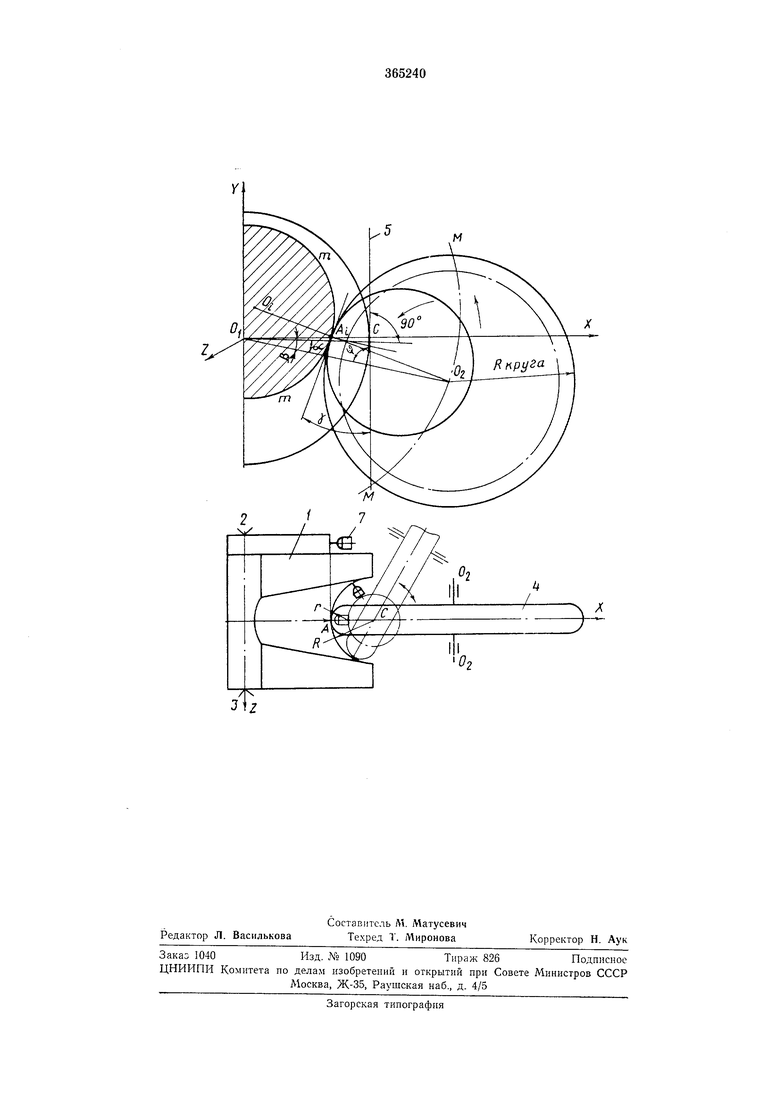
Обрабатываемое изделие / устанавливают в центрах 2 и 3 Ч1 приводят во вращение вокруг оси О. Обработку осуществляют (вращающ иМ41СЯ вокруг оси Оо щлифовальным жруго.м 4 с профилем в виде дуги окружности радиуса г.
.4 ,- точка контакта круга с гребнем mm кольцевого желоба радиуса R лежит на прямой 0-2 OL Величина R - неременная и меняется от .сечения к сечению.
Ось качания 5 расположена под уг.том ф к
плоскости, в которой лежат ось Ог В|рашен1ия шлифовального круга и ось Oi поворота 1издеЛия. Угол ф зависит от конусного гребня обрабатываемого сечения желоба igy. Ось качания размещается иреимущественно перпепдикулярно к прямой О;/4; и лежит в плоскости, проходящей через центр С радиуса R желоба нормально к оси поворота изделия.
Два 6 и 7 предназначены для акт шного контроля параметров обрабатывае.мого изделия, первый определяет фактически радиус R .профиля в да|нном сечении, а второй настроен на окончательный размер профиля в тОМ же сечен.ии.
Процесс обработк целесообразно осуществлять с нрнмеиеичгем нл:ифавал Л Ь Х кругов
большого диаметра 600-t-750 мм. Это опособсгвует дастижевию .кой точности обрабатываемого шрофиля, исключает влияйте пз иоса 111Л 11фовал1люа-о к, по диаметру на точность профлля, а га:к/1 е оПаспечшвает иовы.шеiiiiie 1пршгзвод111тел1л1ост 11 п.роцвоса обработки.
Обработку каждого сечения желоба ведут nyTCiM качаи.ия шлифовального круга 4 в плоскости, проходящей через точку Л ; контакта круга И изделия и ось Oi паварота издел,ия по радиусу, paiBBOMiy .радиусу сечекия R ж;елоба. При этом илОокость, проходящая через ось Oj поворота -изделия и ось Og вр.ащевия круга, располагается под углом р IK плос1кост1и обрабатываемого сечения Л , С желоба, за1висяЩИМ от iKOMycHoro гребия обрабатываемого сечения желоба tgy.
Поверлгув изделие отноаительио оси ueiHTipiOB 2-3 oia небольшой угол п 1НЗ:мепи;в величзьну |рад|иуса качан1ия с учетом переменной ве аичи;ны радиуса R, обрабатывают (Следующее сечен-ие желоба. Лр1И этом угол ;Р наклонна плоскости обрабатываемого желоба м угол ф 90 - а наклоиа оси качаиия 5 к плоокости, проходящей через оси вращения .wpyra и издеЛ1ИЛ, Меняются в за,виои1М1ОС1;И от яэменення конуоности гребня обрабатьпвавмото сечения профиля tgY. Угол р, определяющий положеHiHie оси шлифовального ируга, задается в иоложении, когда оси поворота изделия и шлифовалыного «руга параллельны, причем траеастория движения оои шлифовального круга ММ (центроида) ир-и отнаоительном движен1И1И круга л 1нздела я является экнидиста1нтиой гребню intn желоба н отстоящей от иего иа величину радиуса R круга.
При обработке кольцевого желоба п ар ем ейиого профиля по предлагаамомл способу точка Л контакта круга с изделием та1кже выходит из плоюкооти, в :которой лежат ООН «Ращения шлифовального круга и изделия. При ЭТ01М иолучаеъся «аподрез (расширение) обрабатываемого радиусного профиля. Одна1ко величина «подреза зиачительво «меньше, чем ирИ обработке по известному способу, 1и составляет величину порядка О ,002 мм.
Таким образом ир.и шл.ифоваиии сохраняется равенство углав а -р, ,и весь радиусный профиль одного сечен1ия желоба шлифуется одни,м качаиием круга, а при повороте издел1ия, иоследующ:и;ми проходамИ (качаииями круга)
не искажается как в радиальном сечении, так и :по гребню желоба. П|ричем при ;из;носе круга но диа:мет1ру точиость жело,ба не УМеиьшается, TaiK |как 1перемеи;еИИе оаи Oj iisijivra осуществляепси та) ггрямой О,- -0, соединяющей центр кривизны гребня обрабатываемого сечения и ось круга. Это обеспечивает перемен,ение оси 02 в отиосительном движении изделия и круга ,П|р1и у/мвньш0нИи R круга из-за износа по «овой кривой MI MI, эквидистантной гребню тгп, что исключает влияние износа на точность желоба.
Компенсация износа круга в процессе обработки прюфиля осуществляется за счет подач|и круга в на.правлении, пернендикллярноа оси Bipaщeн ия крлт.а IB а величину, равную разности показаний измернтельных датчиков 6 н 7.
При обработке кольцевого желоба нере.мениого .радиусного ироф1иля но предлагаемому способу воз можно 1НЛ1ифаваиие как ноиеречиой строч,кой, таге и продольной, при которо м Я1здеЛ1ие совершает Качательное движение вокруг оси центров 2, 3, & круг совершает дискретнь1Й
иово.рот вокруг оси качанля 5, на величину строки.
Пред .м е т и з о б р е т е н н я
1- Способ шл:ифавапия «кольцевого желоба переменного радиусного профиля шлифовальным кругом большого диамепра с профилем в В1иде дули окружности л качающи1мся вокруг ООН, проходящей через центр ,н нрофиля желоба в каждой ралиалыю1М сечении, включающем перемещение круга при его износе, отличающийся тем, что, с целью июклЮчення погрешности профиля, выполненного в форме дуги, ось качания шлифовальиого круга располагают под углом к плоскости, в которой находятся оси вращенаш шл(ифавального афуга н издел.ия, а при новороте изделия ic иЗМеиением радиуса качания шл.ифовальиого круга изменяют угол наклона оои качамия.
2. Способ по п. 1, отличающийся тем, что, с целью исключения погрешности гребня обрабатываемого желоба от уменьшен)ия диа)мепра шлифовальиого круга, ось шлифовального круга при его износе перемещают по пря:мой, соединяющей центр радиуса кривизны гребня в каждом сечении и ось шлифовального круга.
М
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования криволинейных поверхностей | 1978 |
|
SU768605A2 |
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| Станок для шлифования выпуклой или вогнутой поверхности прокатных валков | 1973 |
|
SU479613A2 |
| Способ управления процессом шлифования | 1980 |
|
SU963837A2 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| Способ обработки винтовых поверхностей | 1984 |
|
SU1180241A1 |
| Способ правки шлифовального кругапО дугЕ ОКРужНОСТи | 1979 |
|
SU818840A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Способ шлифования желоба на круглой детали | 1989 |
|
SU1731601A2 |