Известны способы обработки кольцевого ручья переменного радиусного профиля валков периодических прокатных станов инструментом радиусного профиля с вращением обрабатываемого изделия и одновременным поступательным взаимным перемещением изделия и инструмента.
Особенностью предлагаемого способа является то, что, с целью обработки зоны развалки ручья инструмент отводят от изделия на некоторое определенное расстояние и ведут обработку профиля развалки по радиусу большему, чем радиус профиля ручья.
Предложенный способ позволяет получить кольцевой ручей переменного радиусного профиля с развалкой или зоной выпуска, необходимой для облегчения процесса прокатки труб переменного профиля.
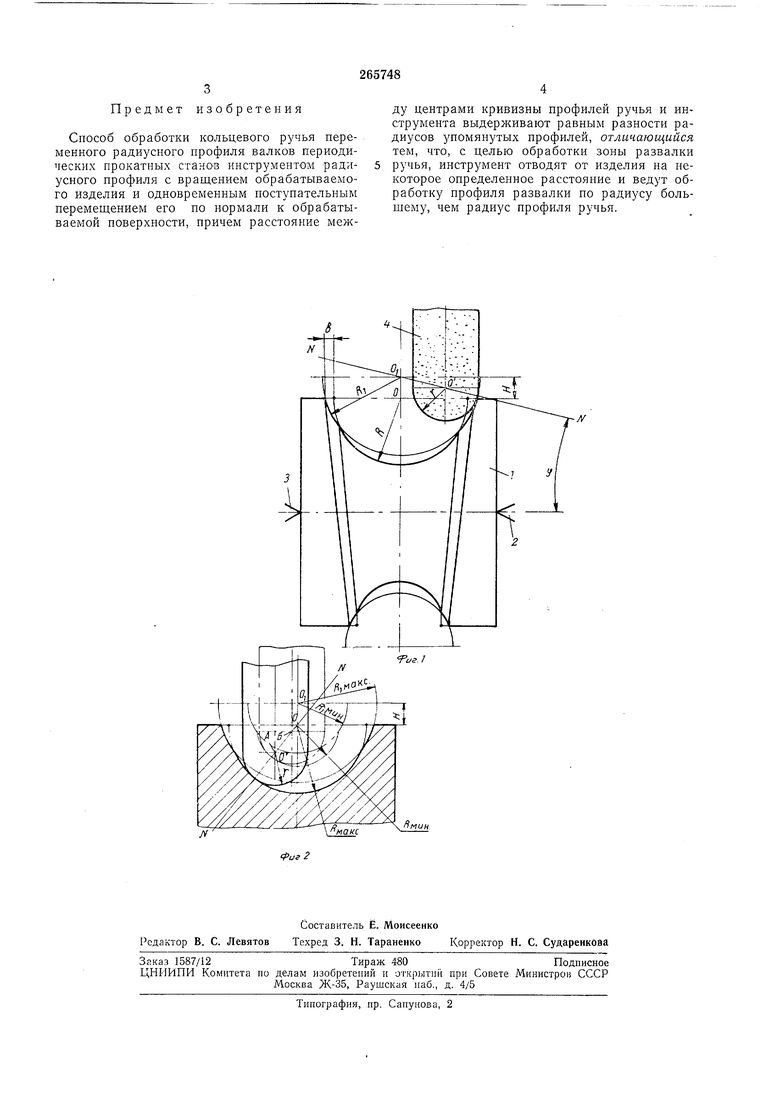
Сущность предлагаемого способа поясняется фиг. 1; на фиг. 2 показан путь центра кривизны профиля режущего инструмента относительно изделия за один оборот изделия при обработке кольцевого ручья (сечение ручья с Максимальным и минимальным радиусом кривизны условно совмещены).
этом расстояния от оси изделия до центров кривизны желоба в каждом из сечений остаются неизменными. Обработку ручья ведут с одновременным вращением изделия / в центpax 2 и 5 и одновременным поступательным перемещением его и инструмента 4 в плоскости, проходящей через ось изделия и точку контакта инструмента с изделием по нормали N-Л к обрабатываемой поверхности, составляющей с осью изделия угол ф. При каждом обороте изделия центр кривизны О инструмента (см.. фиг. 2) совершает nepeMeoieinie по постоянному закону между точками А и Б нормали N-N, расстояния которых от центра кривизны О ручья равны, соответственно разности наибольшего и наименьшего значений радиуса кривизны нрофиля ручья R и радиуса кривизны профиля инструмента г: ОЛ ,„-/-; ОБ ,,„-г.
Развалка имеет также радиусную форму с переменной величиной радиуса Ri в каждом нз сечений, причем . Для обработки развалки центры кривизны профилей обрабатываемой поверхности переносят нз точек О в точку Оь что соответствует отводу инструмента от изделия на некоторое расстояние Н, величина которого является расчетной, и ведут обработку развалки по радпусу R, изменяя
Предмет изобретения
Способ обработки кольцевого ручья переменного радиусного профиля валков периодипеских прокатных станОЗ инструментом радиусного профиля с вращением обрабатываемого изделия и одновременным поступательным перемещением его по нормали к обрабатываемой поверхности, причем расстояние между центрами кривизны профилей ручья и инструмента выдерживают равным разности радиусов упомянутых профилей, отличающийся тем, что, с целью обработки зоны развалки ручья, инструмент отводят от изделия на некоторое определенное расстояние и ведут обработку профиля развалки по радиусу большему, чем радиус профиля ручья.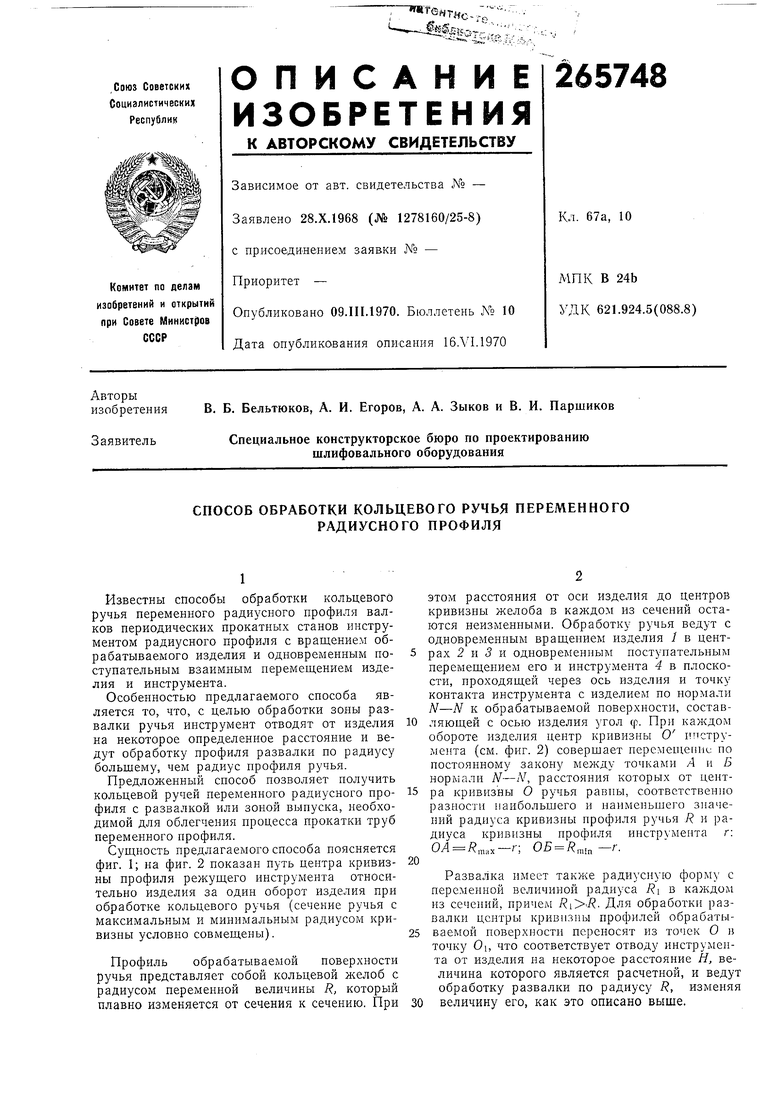
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки кольцевого желоба переменного профиля изделия | 1981 |
|
SU992164A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА РАрОЧрГО ИНСТРУМЕНТА | 1973 |
|
SU384657A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Ручей валка для пилигримовой прокатки труб | 1976 |
|
SU670350A1 |
| Способ шлифования криволинейных поверхностей | 1978 |
|
SU768605A2 |
| Способ обработки ручьев валков пильгерстана | 1969 |
|
SU295345A1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ ВАЛКОВ ПИЛЬГЕРСТАНА | 1992 |
|
RU2102192C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1972 |
|
SU327032A1 |
| СПОСОБ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА | 1969 |
|
SU257311A1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |