Изобретение относится к области манлиностросния и может быть использовано в любом оборудоваиии, где предусматривается отсчет иеоб.ходимой длины детали, наири.мер в отрезпых станках.
Известны отводящиеся уноры, содержащгге переставляемый вдоль направляющей лннейки корпус с размещенным в нем поднружнненнь м упором-толкателе.м. Последний прн взаимодействии с торцом подаваемой заготовки роздействует на конечный выключатель, подающий сигнал на зажим заготовки н отвод упора-толкателя. Отвод последнего осуществляется с помощью кулачка, связанного с электромагнитом.
Однако известный упор нельзя исиользовать в станках с двусторонпигл зажимом заготовки. При этом отсутствие микроиодналадкп на необходимый размер детали и ударное воздействие заготовки на тореи, упора отрицательгго сказывается на работе электромагнитов.
Целью наетоящего изобретения является расщнрение универсальности упора, сокращение времени иа иастройку упора на соответ ствующий размер детали, уменьшение силы удара отрезаемой детали по упору.
ьечиы.м Быключатолсл, иодающи.м команду па подачу заготов-,11 и возврат упора-толкателя в рабочее положение. Головка упора-толкателя снабжена лимбом, иозволяюи1им ироизво5 днть .щкронодналадку упора на требуемую длнну. Для гащсния снлы удара заготовки по торцам вьгга.чкивателсй. т. с. для обеспечення надежности работы упора, корпус снабжен амортт1знрующ11м устройством.
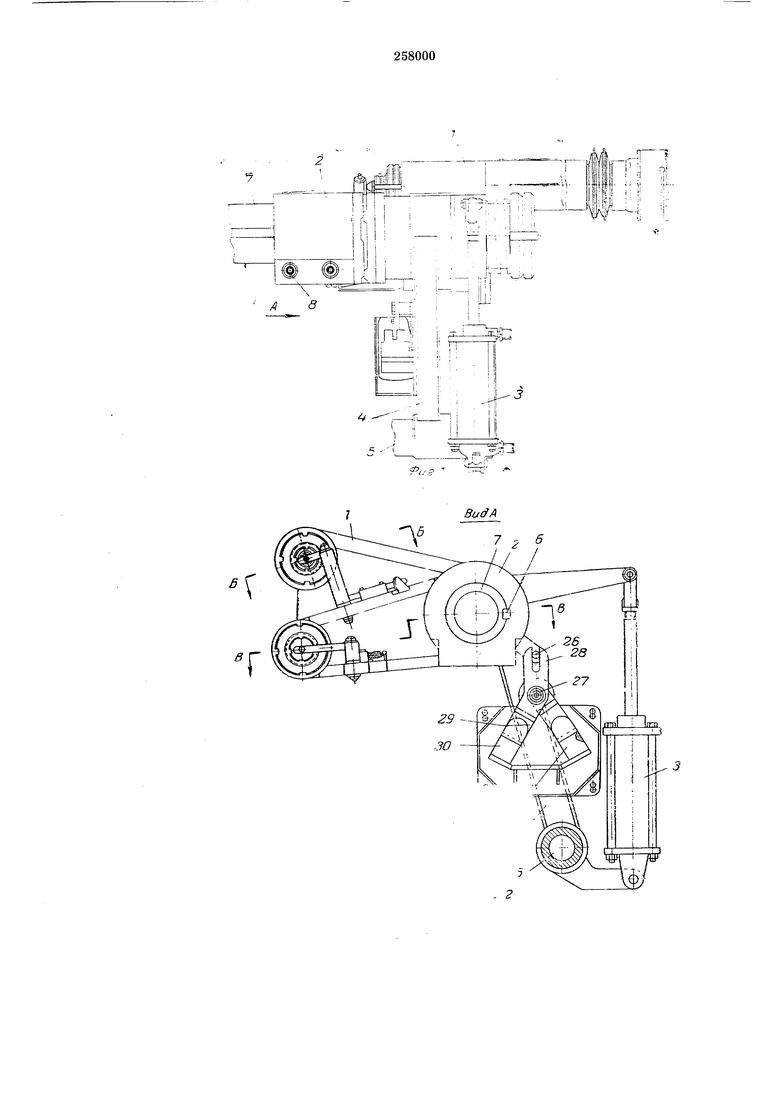
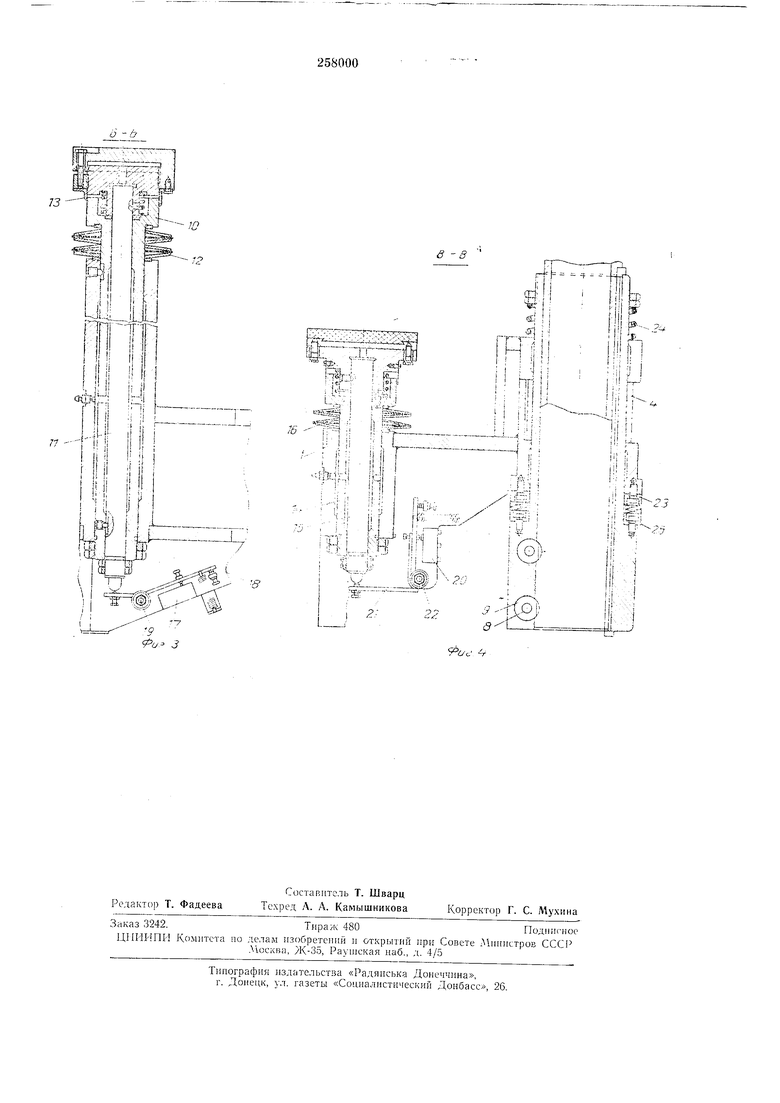
0 Па фиг. 1 изображеи описываемы , общий на фиг. 2 - вид о стрелке .4; иа фиг. 3 - разрез 0 Б-Б на фиг. 2; на . 4 - 11азрез по В-В на фиг 2. Отводящ 1Йся упор содержпт корпус 1, ендя5 щпй на 2 п новорачнвающийся относительно нее на некоторый угол нод воздейcтв e. нневмоцилиндра 3. Послед ии1 соедине с кориусо.л п кронщтейно 4, в отверстиях которого устаповле ы г скалка 5. Гиль0 .а связана щионкой 6 с круглой на 1равляюHieii 7. Послед 1яя п скалка крепятся к станку. Гильза переставляется i креннтся на направляющей нрн номощи 8 сухарей 9. В отверстии корпуса размещеиа втулка W с
5 упором-толкателем /У и тарельчат е 12, сл ягчаю Д 1е силу удара заготовки (на чертеже ие показапа) но упору-толкателю. Между головкой упора-толкателя втулкой 10 имеется peгyлиpye ый зазор в 1-2 мм. Па головляющии производить ыикроподналадку на заданную длину детали.
Во втором отверстин корпуса размещена втулка 14 с толкателем 15. Для смягчения си.пы удара детали по головке толкателя /5 между корпусом п втулкой 14 размендены тарельчатые пружины 16. Между торцом головки толкателя 15 и втулкой 14 имеется регулируемый зазор, равный 1-2 м.м. Закрепленный на корпусе конечный выключатель 17 взаимодействует с упором-толкателем //, воздействующим на плечо рычага 18, сидян1,его на оси 19. Конечный выключатель 20 взаимодействует с толкателем 15, воздействуюн1,им на плечо рычага 21, сидящего на оси 22.
На гильзе 2 закреплен кулачок 23, который постоянно прижат 24 к кулачку 25. При повороте корпуса влево выступ кулачка 25 попадает па выступ кулачка 23, отодвигая корпус, при повороте последнего вправо выступ кулачка 25 попадает во впадину кулачка 23, выдвигая корпус вперед.
На корпусе установлен палец 26, взаимодействующий с сидящим на оси 27 рычагом 28. На последнем закреплен лепесток 29, воздействующий на конечные выключатели 30 и 31, контролирующие положение толкателей 11 л 15.
Работа упора происходит следующим образом..
Подаваемая заготовка, соприкасаясь с торцом упора-толкателя 11, перемещает .его. Последний поворачивает рычаг 18, воздействующий на конечный выключатель 17, который контролирует длину подапой заготовки, подает команду на зажим ее и отвод уиора-толкателя 11. Последнее осуществляется пневмоцилиндром 3, поворачивающим корпус на некоторый угол относительно гильзы 2. Осевое перемещение корпуса происходит при помощи кулачков 23 и 25. При повороте корпуса на ось
одачи заготовки подается толкатель 15. Кор ус через палец 26 поворачивает рычаг 28 с закрепленным на нем лепестком 29, последий выходит из конечного выключателя 30 и аходит в конечный выключатель 5, контроируя положение толкателя 15. После отрез ки выталкиваемая деталь ударяет в головку толкателя 15, который перемещаясь, через рычаг 21 воздействует на коиечный выключатель
20, который нодает команду на возврат упоратолкателя 11 V, исходиое положение и подачу заготовки. При повороте корпуса рычаг 28 переводит лепесток 29 из конечного выключателя 31 в конечный выключатель 30, контролирующ.ий положение упора-толкателя 11.
Предмет изобретения
1. Отводящийся упор к отрезному станку, содерл-сащий корпус с размещенным в нем подпружиненным упором-толкателем, взаимодействующпм с коиечным выключателем, подающим команду на зажим заготовки при соприкосновении ее торца с головкой упора-толкателя и отвод последнего, отличающийся тем, что, с целью повышения надежности работы, он снабжен толкателем, размещенным в корпусе, ограничивающим ход выталкивания отрезанной детали и взаимодействующим с конечным выключателем, дающим команду на подачу заготовки и возврат в рабочее положеиие упора-толкателя. 2. Упор по п. , отличающийся тем, что, с
целью обеспечения возможности микроподпаладки, головка упора-толкателя снабжена лимбом.
3. Унор по п. 1, отличающийся тем, что, с целью смягчени-я удара при взаимодействии
головок толкателей с прутком, корпус снабжен амортизирующими устройствами.
7
BudA
Ц,,- -..,.-. - :
iLJp - -р--
%,, r-f fJ
3}f:l.
1
9 Pu- 3
,
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельный узел резьбонарезного станка | 1975 |
|
SU650742A1 |
| ФРЕЗЕРНЮ-ОТРЕЗНОЙ СТАНОК ДЛЯ ИЗМЕРЕНИЯ И ДЕЛЕНИЯ ЗАГОТОВКИ БЕЗ ОСТАТКА | 1973 |
|
SU382480A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Автоматическая линия для обработки крупногабаритных колец | 1985 |
|
SU1252132A1 |
| МЕХАНИЗМ ПОДАЧИ | 1973 |
|
SU408762A1 |
| СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ И/ИЛИ УПРОЧНЕНИЯ РЕЗЬБЫ НА ТРУБНОЙ ЗАГОТОВКЕ | 2001 |
|
RU2191097C1 |
| ТОКАРНАЯ СИЛОВАЯ ГОЛОВКАт~—^~"I | 1972 |
|
SU346033A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Машина для автоматического формования тестовых заготовок бубликов | 1956 |
|
SU109987A1 |