Известен способ правки проката растяжением, заключающийся в том, что прокат закрепляют концами в зажимах, один из которых неподвижен, а другой перемещается в продольном направлении под действием растягивающей нагрузки, создаваемой, например, гидравлическим устройством. При этом происходит пластическое растяжение проката на величину, определяемую относительным удлинением металла.
Недостатками известного способа правки проката растяжением являются невозможность правки металлов, отнощение предела прочности которых к пределу текучести меньше 1,15-1,20, а также больщие габариты устройств, используемых для осуществления этого способа, так как для правки необходимы значительные усилия.
С целью расширения дапазона обрабатываемого проката, а также значительного уменьшения прилагаемого усилия, предлагается править прокат, зажатый неподвижно по концам, за счет сил реакции зажимов при натяжении его поиеречно прилагаемым усилием, благодаря чему в металле возникает пластическая деформация растяжения. Чтобы увели-шть деформацию в наиболее искривленных местах проката, можно прикладывать поперечное усилие, смещенное от середины листа, или два и более усилий (например, с обеих сторон
проката), а применять прокладки под натяжным пуансоном или его профилирование по ширине.
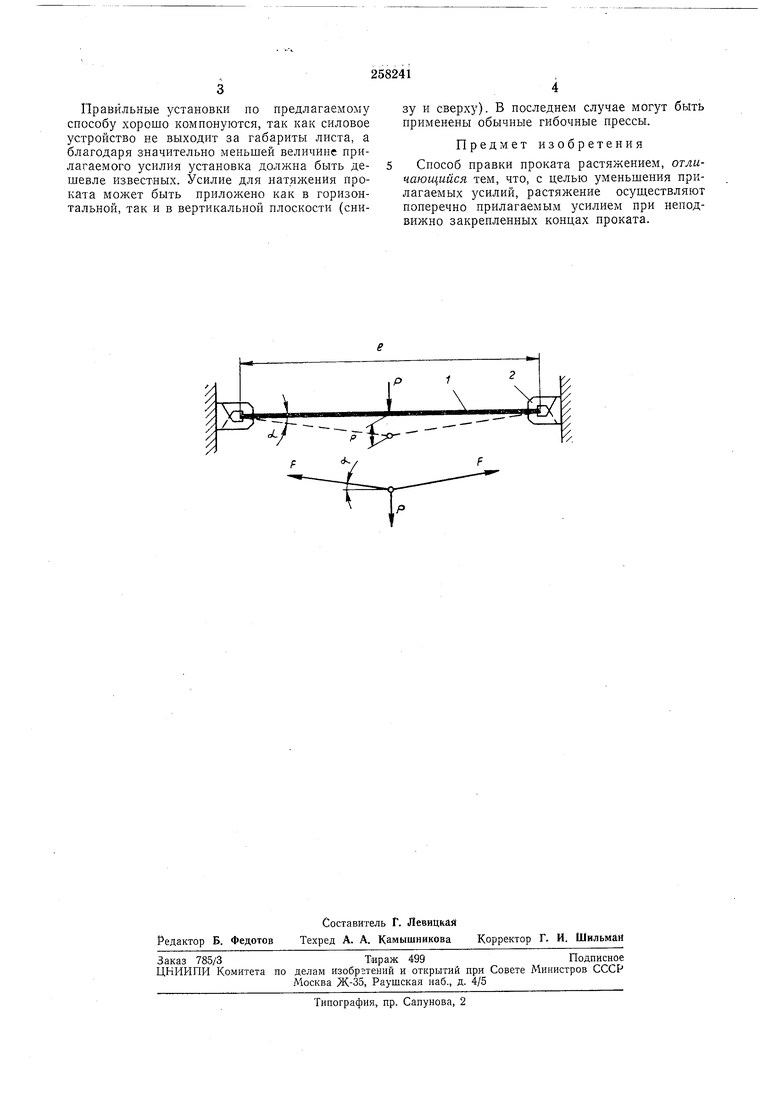
На чертеже изображена схема нагружения проката при правке.
Прокат /, неподвижно закрепленный по концам в зажимах 2, подвергают действию поперечно прилагаемого усилия Р, в результате чего он натягивается и в нем за счет сил реакции неподвижно установленных зажимов 2 возникают продольные усилия F, вызывающие пластическую деформацию растяжения. Так как общее удлинение не превьппает 2% (,02/. где /1 - длина проката после
правки, а / - длина до правки), то, исходя из геометрических соотношений без учета упругости проката в месте зажима и приложения силы Р, общий ход натяжения не превысит 0,1/. При этом прилагаемое зсилие натяжения
P 2F-tga, имеющее наибольшее значение в коице хода, по крайней мере в пять раз меньше, чем усилие F, необходимое для пластической деформации при правке, т. е. ,2F. Чтобы уменьшить необходимый ход натяжеция и еще больше уменьшить прилагаемое к прокату усилие Р, приложить несколько усилий (например, сверху и снизу), а также, прикладывая усилие Р несколько раз, каждый раз устанавливать зажимы на новую
Правильные установки по предлагаемому способу хорошо компонуются, так как силовое устройство не выходит за габариты листа, а благодаря значительно меньшей величине прилагаемого усилия установка должна быть дешевле известных. Усилие для натяжения проката может быть приложено как в горизонтальной, так и в вертикальной плоскости (снизу и сверху). В последнем случае могут быть нрнменены обычные гибочные прессы.
Предмет изобретения
Способ правки проката растяжением, отличающийся тем, что, с целью уменьшения прилагаемых усилий, растяжение осуществляют поперечно прилагаемым усилием при неподвижно закрепленных концах проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОКАТА РАСТЯЖЕНИЕМ | 1970 |
|
SU258240A1 |
| Способ правки проката растяжением | 1980 |
|
SU899197A1 |
| Способ правки полосового проката | 1975 |
|
SU641702A1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА В БУНТАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2368436C9 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1107998A1 |
| ЭЛЕКТРОКОНТАКТНАЯ УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ПРАВКИ РАСТЯЖЕНИЕМ ТРУБ, ПРУТКОВ И ПРОФИЛЕЙ | 2011 |
|
RU2453613C1 |
| Способ термической обработки движу-щЕгОСя пРОКАТА | 1978 |
|
SU850683A1 |
| Способ правки длинномерных заготовок | 1990 |
|
SU1782686A1 |
| СПОСОБ ПРОИЗВОДСТВА БУРОВЫХ ШТАНГ | 1997 |
|
RU2134305C1 |
| Устройство для измерения величины растяжения изделия при правке | 1983 |
|
SU1148665A1 |
