Известны устройства для формовки труб под сварку, включающие станину, формующие валки, нанравляющую щайбу и сферические ролики.
Предлагаемое устройство отличается от известного тем, что, с целью улучщения формовки заготовки в области кромок, направляющая шайба выполнена разъемной и снабжена проточкой для установки несущей щайбы, пеподвижно фиксируемой относительно оси.
Кроме того, для регулирования зазора между формующими и сферическими роликами несущая шайба щар.нирно связана с поворотным относительно щайбы рычагом, на котором жестко закреплена ось сферических роликов.
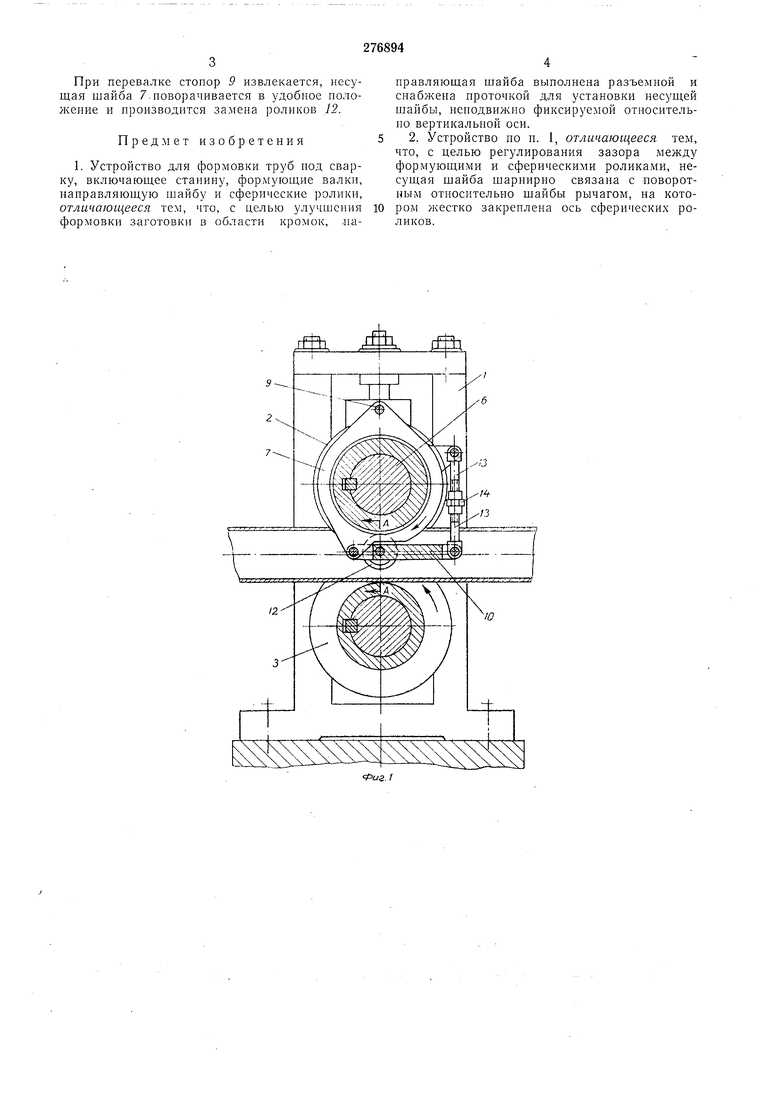
На фиг. 1 представлено предлагаемое уст.ройство, общий вид; на фиг. 2 - разрез по А-А на фиг. 1.
На станине / установлены приводные валки 2 и 5. Верхний валок 2 составной, он состоит из полувалков 4 и направляющих полущайб 5, которые жестко насажены на вал 6. В проточке направляющих полущайб 5 свободно сидит иесущая щайба 7, в которую -для снижения потерь на трение запрессована антифрикционная втулка 8.
Шайба 7 фиксируется строго по оси устройства стопором 9 и при вращении валков остается неподвижной. На щайбе 7 шарнирно
закреплен одним концом рычаг 0, на котором жестко закреплена ось //. На оси на подшипниках качения установлены сферические ролики 12. Другой конец рычага W связан
шарнирной тягой с шайбой 7. Шарнирная тяга состоит из ДВУХ откидных болтов 13 с правой и левой нарезками и стяжной муфты 14. При вращении муфты длина шарнирной тяги изменяется, что вызывает поворот рычага W,
а следовательно, подъем или опусканне роликов 12 относительно верхнего валка 2. Так как ход регулировки роликов 12 мал в сравнении с радиусом поворота, траекторию оси роликов 12 можно считать прямой линией, совпадающей с вертикальной осью устройства.
До задачи ленты ролики 12 устанавливаются в рабочие положения, несущая шайба 7 фиксируется относительно станины / и с помощью стяжной муфты 4 производится регулировка зазоров между верхними полувалками 4 и роликами 12. Этот зазор может регулироваться также в процессе формовки.
При прохождении трубной заготовки через устройство происходит формовка кромок заготовки роликами 12. Это обеспечивает оптимальные условия сохранения кромками продольной устойчивости для дальнейшей свапки в сварочном калибре.
При перевалке стопор 9 извлекается, несущая шайба 7.поворачивается в удобное положение и производится замена роликов 12.
Предмет изобретения
1. Устройство для формовки труб под сварку, включающее станину, формующие валки, ианравляющую шайбу и сферические ролики, отличающееся тем, что, с целью улучшения формовки заготовки в области кромок, .направляющая шайба выполнена разъемной и снабжена проточкой для установки несущей шайбы, ненодвижно фиксируемой относительио вертикальной оси.
2. Устройство по п. 1, отличающееся тем, что, с целью регулирования зазора между формующими и сферическими роликами, несущая шайба шариирно связана с поворотным относительно шайбы рычагом, на котором жестко закреплена ось сферических роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 1973 |
|
SU363535A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 1970 |
|
SU277153A1 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
| Двухвалковая трубоформовочная клеть с открытым калибром | 1974 |
|
SU554028A1 |
| Устройство для поштучного изготовления гнутых профилей | 1985 |
|
SU1360850A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 1969 |
|
SU235704A1 |
| Кромкогибочная клеть трубоформовочного стана | 1979 |
|
SU878387A1 |
| Устройство для формовки трубной заготовки | 1975 |
|
SU556862A1 |
| Клеть трубоформовочного стана | 1975 |
|
SU579061A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |

Риг.2.
