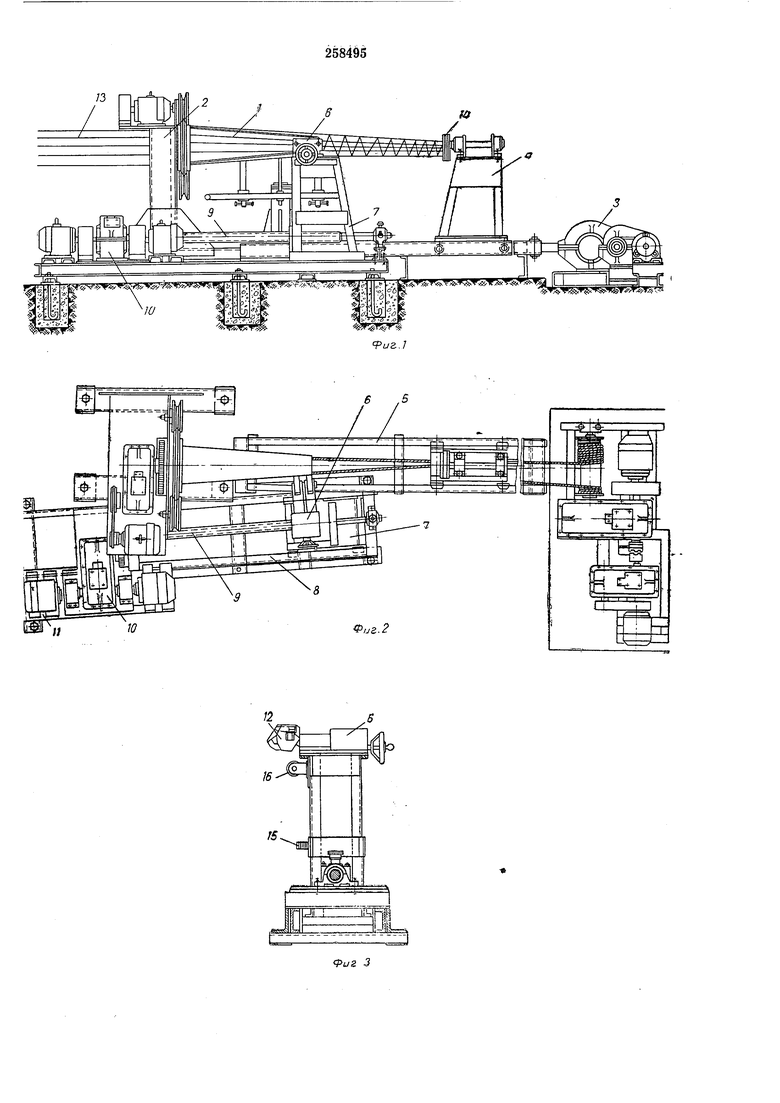
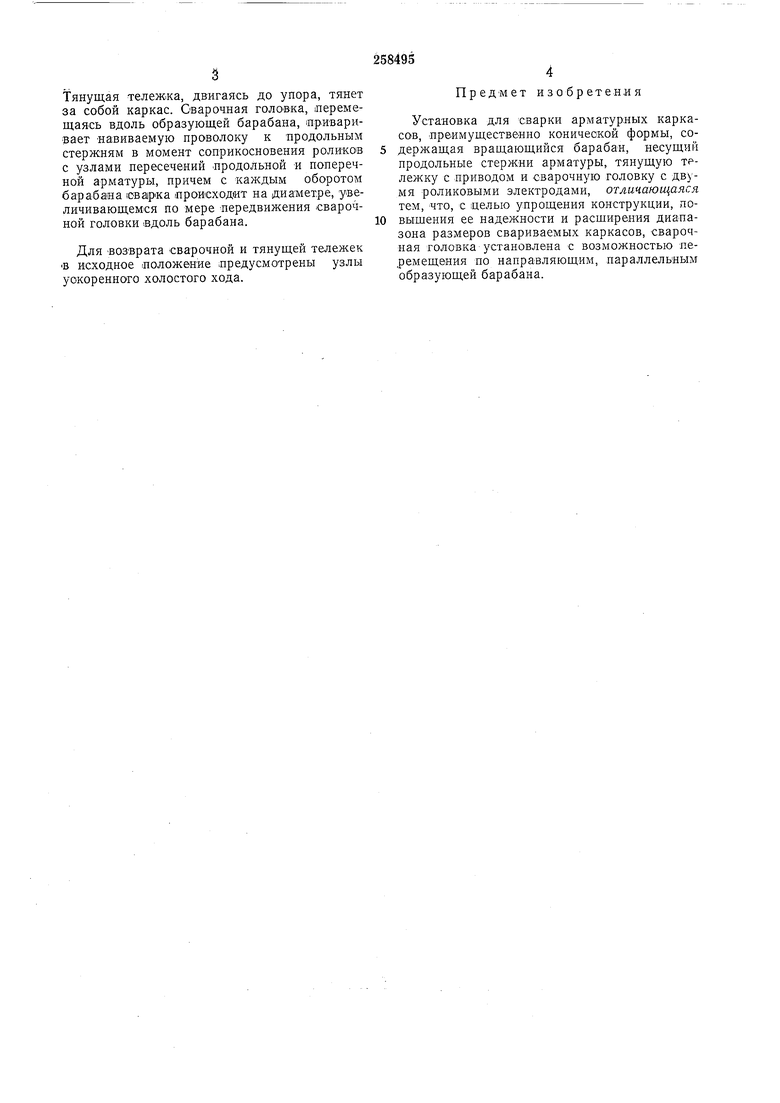
Установка может быть использована на заводах железобетОНных изделий при изготовлении осветительных опор, опор линий электропередач и опор контактных сетей. Известны установки для сварки арматурных каркасов, содержандие вращающийся барабан, несущий -продольные стержни арматуры, тянущую тележку с Приводом и сварочную головку с двумя роликовыми электродами. Предложенная установка отличается тем, что сварочная головка может перемещаться по .направляющим, шэралладьным образующей барабана. Это позволяет упростить конструкцию, .повысить ее надежность и расширить диапазон размеров свариваемых -каркасов. На фиг. 1 изображен общий вид установки; на фиг. 2 - общий вид в плане; на фиг. 3 - вид тележки сбоку. Установка состоит из конического барабана 1 с приводом вращения 2; лебедки 3, передающей тянущей тележке 4 возвратно-поступательное движение по направляющим 5; сварочной головки 6 -с двумя -роликовыми электродами, установленной на тележке 7, перемещающейся по направляющим 8, параллельным образующей конического барабана, от холодового винта 9, который получает вращение от привода 10 на раме //; импульсатора 12, расположенного на сварочной головке 6. Продольные стержни 13 арматуры протягивают через отверстия в торце конического барабана / и закрепляют их концы на зажимном диске 14 тянущей телел ки 4. С другой стороны продольные стержни арматуры поддерживаются стойкой (на чертел ах не показана). Работает установка следующим образом. Установив .механизмы в исходноеположение, т. е. сварочную головку 6 - у меньшего диаметра конического барабана, а тянущую тележку 7-у его торца, навиваемую поперечную проволоку с бухтодержателя подводят через направляющий блок 15 и блок 16 нод сварочный ролик. Нажатием кнопки «пуск все механизмы установки приводят в действие. Конический барабан получает вращательное движение, тянущая тележка - поступательное вправо от торца конического диаметра, а сварочная тележка - в сторону, противоположную движению тянущей тележки, причем сварочная тележка движется параллельно образующей барабана. Длина барабана в 10- 12 раз меньше длины свариваемого .кар.каса. Чтобы придатыкаркасу коническую форму, необходимо согласовать скорости перемещения тянущей и сварочной тележек, сохраняя постоянный щаг навивки поперечной проволоки.
Тянущая тележ.ка, двигаясь до упора, тянет за собой каркас. Сварочная головка, леремещаЯСЬ вдоль образующей барабана, приваривает -навиваемую проволоку к продольным стержням в момент соприкосновения роликов с узлами пересечений продольной и поперечной арматуры, причем с каждым оборотом барабана lOBaipiKa происходит на диаметре, увеличивающемся по мере Передвижения сварочной головки вдоль барабана.
Для возврата сварочной и тянущей тележек в исходное положение предусмотрены узлы ускоренного холостого хода.
Предмет изобретения
Установка для сварки арматурных каркасов, преимущественно конической формы, содержащая вращающийся барабан, несущий продольные стержни арматуры, тянущую ТРлел :ку с приводом и сварочную головку с двумя роликовыми электродами, отличающаяся тем, что, с щелью упрощения конструкции, повыщения ее надежности и расщирения диапазона размеров свариваемых каркасов, сварочная головка установлена с возможностью перемещения по направляющим, параллельным образующей барабана.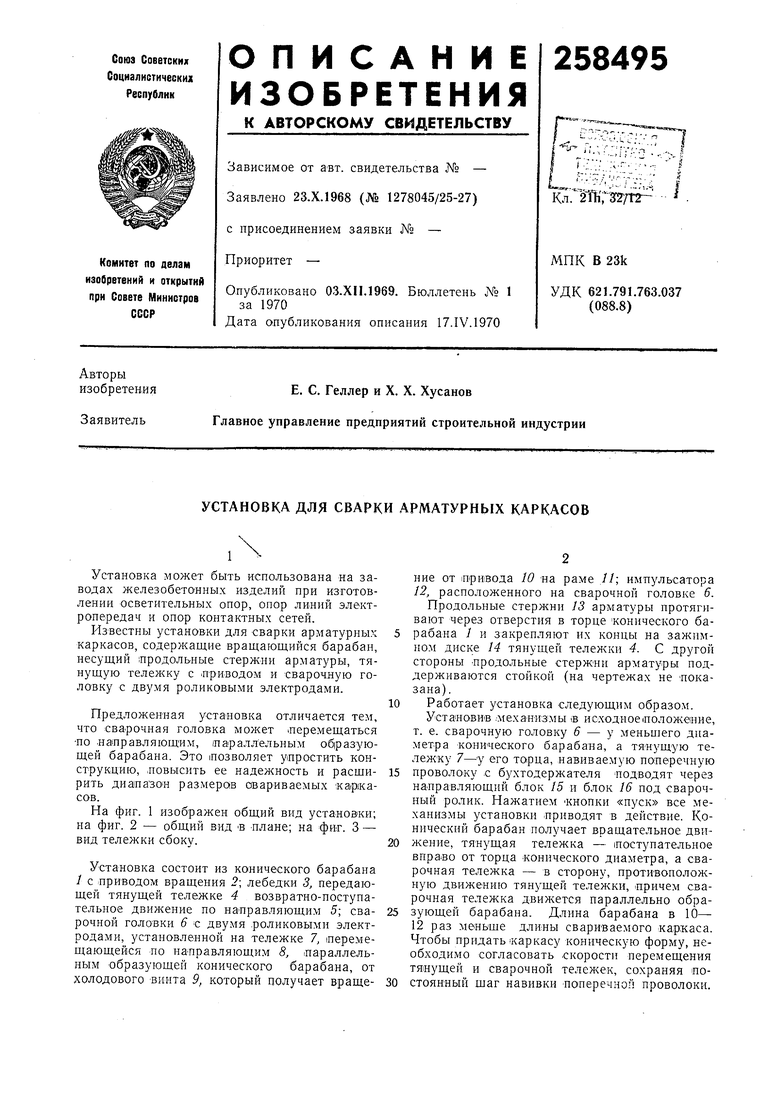
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| Устройство для изготовления конических арматурных каркасов | 1980 |
|
SU903540A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1101337A1 |
| Станок для изготовления арматурных каркасов | 1971 |
|
SU530937A1 |
| СТАНОК ДЛЯ СВАРКИ АРМАТУРНЫХ КАРКАСОВf—. ! • -•! Г"?•:=••-/»."••?п.1Т1.Гк.о--;::>&-к'^!^:':ш | 1971 |
|
SU313630A1 |
| Линия для изготовления пространственных арматурных каркасов | 1983 |
|
SU1142244A1 |
| Устройство для сварки пространственных арматурных каркасов | 1983 |
|
SU1109289A1 |
| Устройство для сварки пространственных арматурных каркасов | 1987 |
|
SU1496956A1 |
| Установка для изготовления пространственных каркасов | 1987 |
|
SU1440647A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1977 |
|
SU716687A1 |