Изобретение относится к деревообрабатывающей промышленности, в частности, к производству фанероштампованных бочек, используемых в качестве тары мясомолочной промьпиленности.
Известны станки для обрезки фане.роштампованной клепки, имеющие бункерное загрузочное устройство, подвижную базирующую каретку с механизмом прижима, механизм резания и систему поперечных ленточных транспортеров.
Однако известные станки малопроизводительиы и трудоемки в эксплуатации, так как процесс поштучиой подачи клепки производится вручную.
С целью механизации поштучной подачи клепки на базирующую каретку и дальше к механизму резания предлагаемый станок выполнен с продольным транспортером, на котором смонтированы односторонние складывающиеся упоры, а механизм прижима выполнен в виде зубчатой рейки, взаимодействующей с упором холостой ветви транспортера и связанной с шарнирно закреиленной на каретке крышкой, а также двунлечего рычага, прикрепленного шарнирно к каретке.
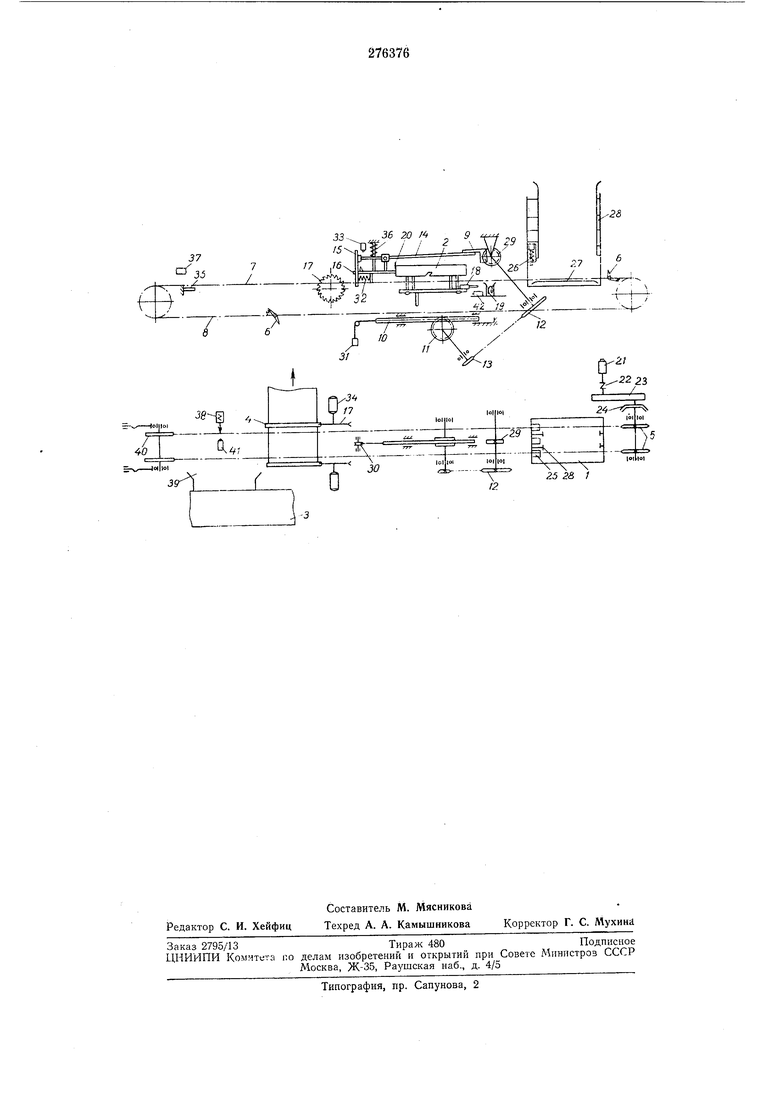
Па чертел е представлена схема предложенпого станка в двух нроекциях.
Станок включает бункерное загрузочное устройство /, подвижную базирующую каретку 2,
систему иоиеречных ленточных транспортеров 3 и 4, предназначенных, соответственно, для подачи клепки к месту сборки бочек и выноса отходов, продольный транспортер 5 возвратнопоступателыюго действия с двумя парами одпосторонне складывающихся упоров 6, смонтированных на его рабочей 7 и холостой 8 ветвях, механизм прижима клепки на базирующей каретке 2, выполненный в внде зубчато рейки 9, взаимодействующей с упором 6 колостой ветви 8 продольного транспортера 5 и связанной посредством системы зубчатых ,а нменно: рейки 10 и колеса // и цепной 12, 13 нередач с шарнирно закрепленной на каретке 2 крышкой 14, жестко связанной с двуплечим
рычагом 15, прикрепленным шарнирно к пластине 16 каретки 2, механизм резания, иредставляющий собой две пилы 17, расиоложенные под углом 120° друг к другу.
С целью удерлхания базирующей каретки 2 в неподвижном состоянии во время подачи клепки, на ней установлены сердечник 18 и катушка электромагнита 19. К торцу базирующей каретки 2 прикреплен упор 26, ограничиваПривод продольного транспортера 5 с односторонне складывающимнся упорами 6 осуществляется от двигателя 21 через упругую втулочно-пальцевую муфту 22, редуктор 23 н конусную фрикционную предохранительную муфту 24.
Бункерное загрузочное устройство 1 выполнено с тремя карманами 25, в каждом из которых смонтирован подпрул иненный шток 26, обеспечивающий поштучную выдачу клепки. К дну бункерного загрузочного устройства / крепятся две шины 27, по которым катятся втулки втулочно-роликовых цепей продольного транспортера 5, .а в боковой стенке установлена направляющая 28, по которой скользит клепка при заполнении бункерного загрузочного устройства 1.
Задняя стенка бункерного загрузочного устройства 1 подвешена на шарнире, что позволяет открывать ее и в случае необходимости устранять перекосы и заторы клепки при подаче.
Станок работает следующим образом.
Клепку, находящуюся в бункерном загрузочном устройстве 1, захватывают односторонне складывающиеся упоры 6, расположенные на рабочей ветви 7 продольного транспортера 5, и подают на базирующую каретку 2 до упора 20. При встрече с базирующей кареткой 2 упор 6, развернувшись, скользит по ее поверхности. Базирующая каретка 2 в это время неподвижна благодаря тому, что сердечник 18 втянут в катушку электромагнита 19. Одновременно упор 6 холостой ветви 8 продольного транспортера 5, перемещая зубчатую рейку 10 посредством шестерни 11 цепной 13 и 12 передач и зубчатой рейки 9 с шестерней 29, опускает крышку 14, прижимая находящуюся на базирующей каретке 2 клепку. Зубчатая рейка 10 возвращается в первоначальное положение с помощью трособлочной системы 30 и груза 31. Двуплечий рычаг 15 отжимается пружиной 32 в вертикальное положение, фиксируя момент прижима. Одновременно крышка 14, взаимодействуя с конечным выключателем 33, обеспечивает заряжение катушки электромагнита 19. Конечный выключатель 33 на некоторое время остается разомкнутым (использован контакт на размыкание). Упор 6 рабочей ветви 7 продольного транспортера 5 попадает в паз базирующей каретки 2, подхватывает ее и подает на пилы 17, вращаемые электродвигателями 34.
После окончания обрезки клепки иижнее
плечо двуплечего рычага 15 встречает упор 35
и отклоняется от вертикального положения, а
пружина 36 поднимает крышку 14. Происходит
разжим клепки.
Рычаг 15, отклоняясь верхним плечом, замыкает конечный выключатель 37, и электромагнит 38 включается. Происходит сталкивание клепки с базирующей каретки 2 на склиз
39 и дальще на транспортер 3, который доставляет клепку к месту сборки бочек. Отходы в виде обрезков, опилок и т. п. удаляются ленточным транспортером 4. Конечный выключатель 37 также производит переключение обмотки двигателя подачи (на чертеже не показано) на холостой ход, при котором происходит возврат базирующей каретки 2 в первоиачальное положение с большой скоростью. Возврат базирующей каретки 2 производится продольным транспортером 5, упор 6 которой после огибания натял :ных роликов 40 подхватывает базирующую каретку. Конечный выключатель 41 отключает электромагнит 55. При возвращении в исходное положение
базирующая каретка 2 нажимает на конечный выключатель 42, который переключает обмотку двигателя (на чертеже не показано) на замедленную в два раза подачу, а также включает катушку электромагнита 19, которая втягивает сердечник 18, фиксирует неподвижность базирующей каретки 2 на время подачи на нее клепки и последней. Затем цикл повторяется.
Предмет изобретения
1.Станок для обрезки фанер-штампованной клепки, включающий бункерное загрузочное устройство, подвижную базирующую каретку с механизмом прижима, механизм резания и
систему поперечных ленточных транспортеров, отличающийся тем, что, с целью механизации поштучной подачи клепки, станок выполнен с продольным транспортером, на котором смонтированы односторонне складывающиеся упоры, а механизм прижима выполнен в виде зубчатой рейки, взаимолтействующей с унором холостой ветви транспортера н связанной с шарннрно закрепленной на каретке крышкой, а также двуплечего рычага, прикрепленного
шарнирио к каретке.
2.Станок по п. 1, отличающийся тем, что, с целью фиксации зажима клепки, крышка каретки жестко связана с двуплечим рычагом. Ь-} 4{Г .
| название | год | авторы | номер документа |
|---|---|---|---|
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Станок для резки стеклянных труб | 1985 |
|
SU1468875A1 |
| Станок для сборки бочек | 1991 |
|
SU1822818A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Устройство для обвязки пачек лентой | 1974 |
|
SU535189A1 |
| АВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК | 1962 |
|
SU150737A1 |
| Станок для обработки внутренней поверхности остова бочки | 1986 |
|
SU1437228A1 |
| Станок для форматной обрезки изделий | 1976 |
|
SU586986A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| СТАНОК ДЛЯ СБОРКИ ОСТОВОВ БОЧЕКОСЕСОЮЗНАЯ | 1971 |
|
SU304130A1 |