Извест.но устройство для ориентирования деталей типа звеньев втулочно-роликовой цепи, содержащее бункер, барабан с ползунами и захватывающие трубки. Отсутствие в последних направляющих ллаиок снижает надежность .правильной ориентации деталей.
Предложенное устройство отл1ичается от известного тем, что к внутренней поверхности каждой захватывающей трубки прикреплены ориентирующие нлаяки, между которыми выполнена направляющая полость с профилем ориентируемых деталей, причем каждая тланка со стороны поступления деталей изготовлена со скошенными кромками. Та-кое выполнение устройства повыщает надежность правильной орИбнтации деталей.
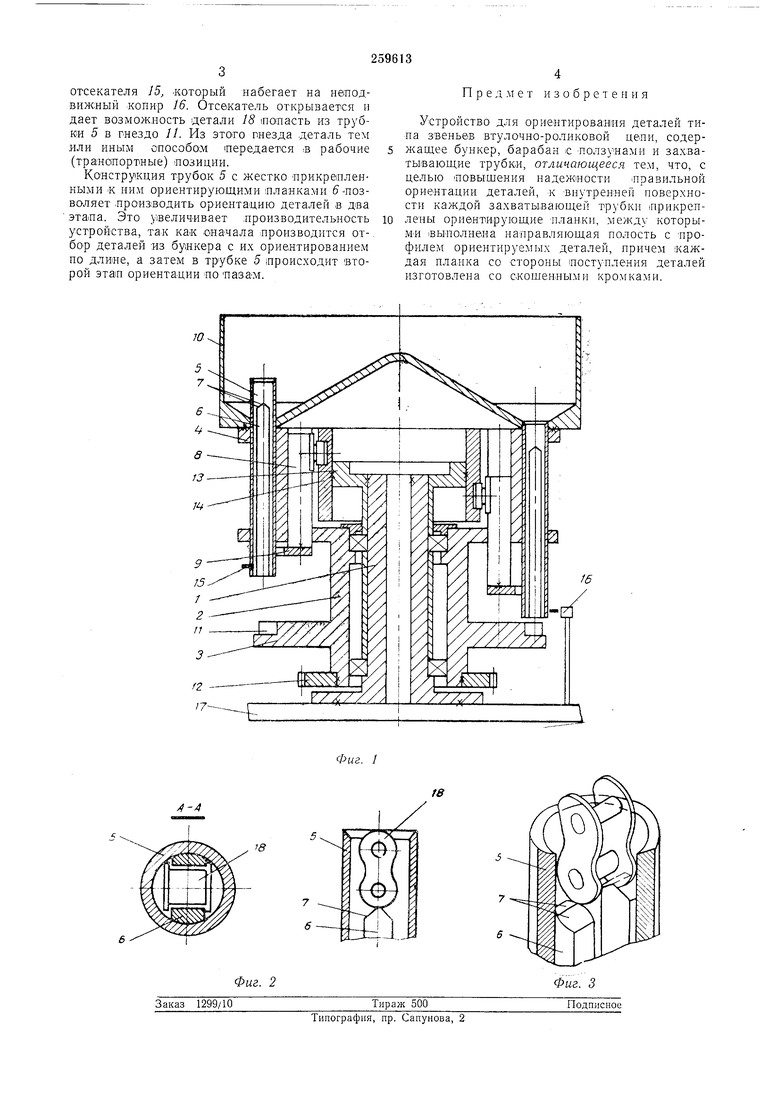
На фиг. 1 схематически .показано описываемое устройство в продольном разрезе; на фиг. 2 - разрез захватывающей трубки перпендикулярно ее оси и вдоль оси; на фиг. 3 - наименее вероятное положение детали после ее разворота на ориентирующих планках.
Устройство содержит неподвижную стойку /, на которой установлена втулка 2 с диском 3 и барабаном 4. В барабане расположены трубки 5 с жестко связанными с ним ориентирующими планками 6. В верхней части ориентирующих плаиок вынолнены скосы 7. В барабане 4 находятся ползуны 8, которые через планку 9 связаны с трубками 5. К барабану прикреплен также бувкер 10. Под трубками
5 расположены гнезда //, выполненные в диске 3. На втулке 2 закреплена шестерня 12. На неподвижной стойке 1 смонтирована втулка 13 с копиром 14. В нижней части трубок 5 няходятся отсекатели 15. Копир 16 связан со станиной 17.
Заготовки загружаются в бункер 10. Устройство Приводится во вращение от шестерни 12. При вращении втулки 2 с барабанам 4 ползуны 8, контактируя с неподвижным копиром J4, С .шершают возвратно-лоступательное движение относительно барабана 4.
Связанные с ползунами 8 труб.ки 5 совершаЕОТ аналогичные движения. Деталь 18 попадает в трубку (захват) 5 и ориентируется по длине. Потом она доходит до ориентирующих лланок 6, которые нрикреллены к трубкам 5, и совершает вместе с ними возвратнопоступательное движеНИе. Если деталь 18
встала так, как локазано на фиг. 3, а это самое невыгодное для орнентации положение, то под действием других деталей она немного развернется. Края детали 18 заскользят ло скосаМ 7 ориентирующих планок 6. Далее происходит разворот детали 18 относительно оси трубки-захвата. Затем деталь скользит по ориентирующим планкам 6. Если деталь поладает в трубку 5 так, что ее край расположится на одном из скосов 7 ориентирующей
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обкатки беговой дорожки оси велопедали и роторно-конвейерная линия для его осуществления | 1990 |
|
SU1781016A1 |
| Роторный автомат питания | 1987 |
|
SU1468710A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ РЕЗЬБОВЫХ ДЕТАЛЕЙ | 1967 |
|
SU200145A1 |
| АВТОМАТИЧЕСКАЯ РОТОРНАЯ МАШИНА | 1965 |
|
SU216096A1 |
| Элеваторное бункерное загрузочное устройство | 1980 |
|
SU874307A1 |
| Установка для очистки изделий | 1989 |
|
SU1622033A1 |
| АВТОМАТ ПИТАНИЯ РОТОРНЫХ МАШИН | 1971 |
|
SU290807A1 |
| Рабочий ротор | 1976 |
|
SU632457A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Пишущая машина | 1934 |
|
SU43012A1 |
