Известно устройство для управления автола атическими ЛИНИЯМИ обработки деталей, содержащее механизмы для горизонтального и -вертикального перемещения траверсы автооператора с деталями, в котором остановка на определенной позиции производится ло заранее заданной программе.
Предложенное устройство отличается от известного тем, что оно включает s себя адресные блоки, которые позволяют осуществлять движение в любом направлении и останов на заданной позиции, адрес которой- задается .КНОПКОЙ адресования.
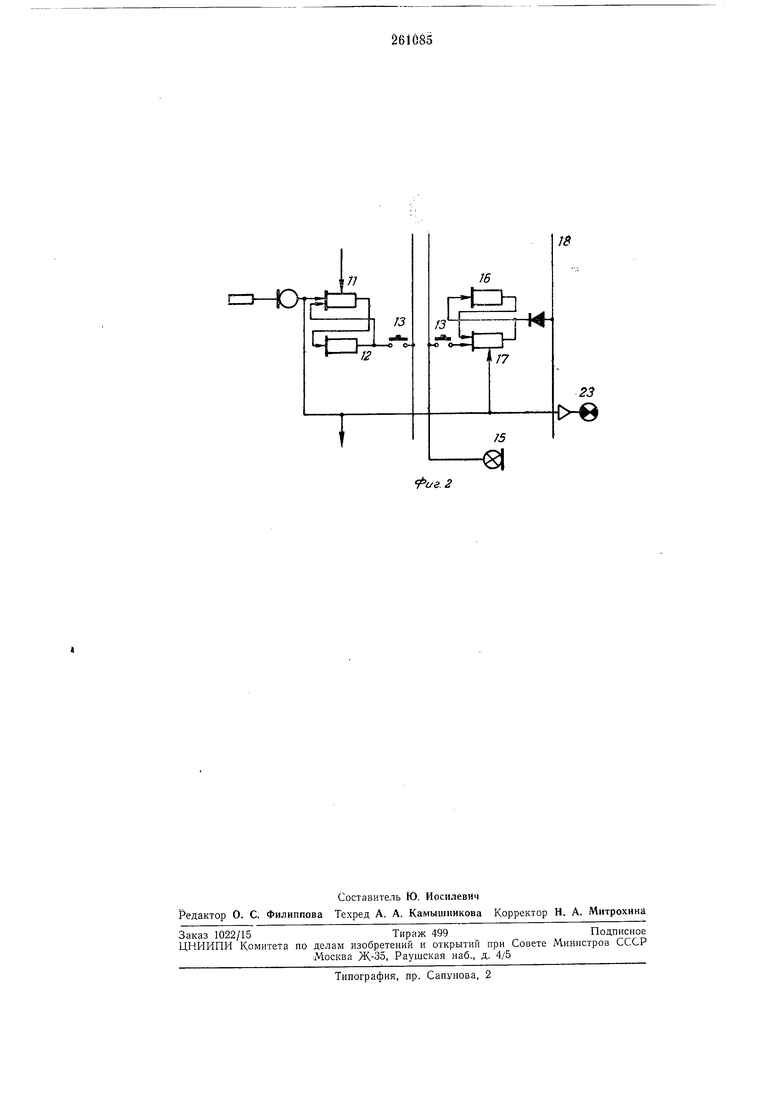
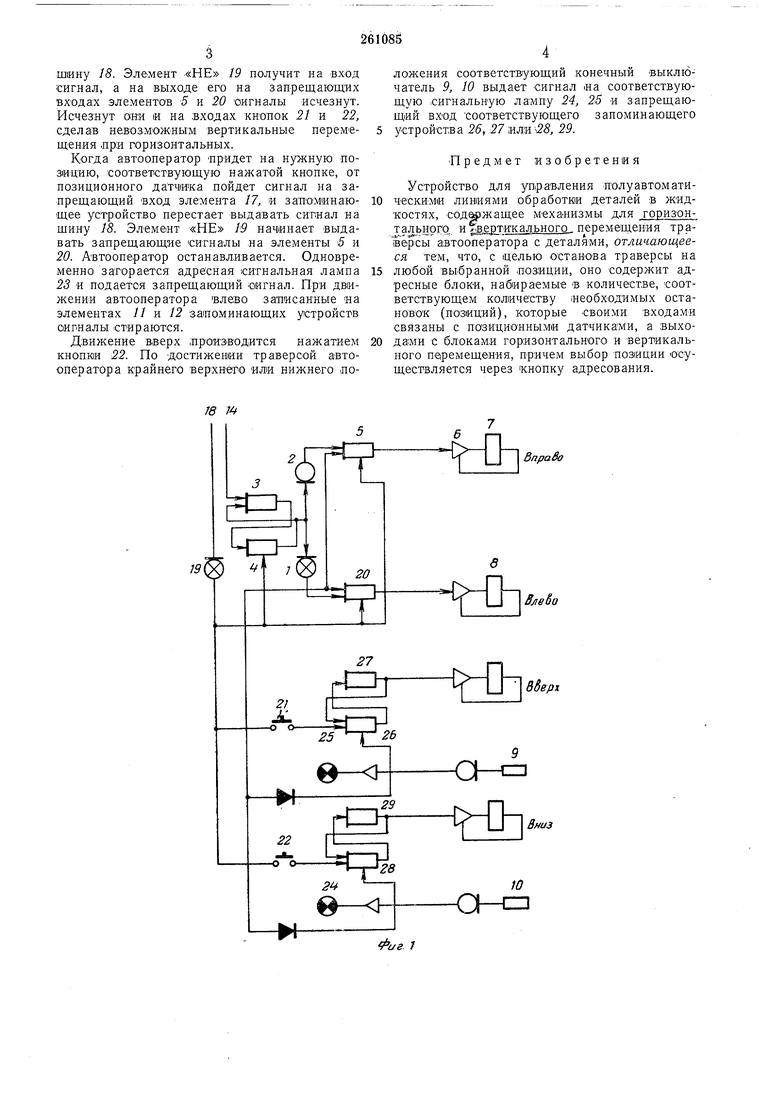
На фяг. 1 изображено устройство горизонтального И верт1икального перемещения; на фиг. 2 - адресное устройство.
В устройстве горизонтального и вертикального перемещения движение вправо или влево зависит от того, есть или нет сигнал на злементе «НЕ 1 И «ИЛИ 2. Если запоминающее устройство на элементах 3 я 4 возбуждено, то на его выходе, подсоединенном к входам элементов 1 и 2, есть сигнал, который проходит через элемент 5 и магнитный усилитель 6 па пускатель 7. Автооператор движется вправо, так как через элемент / сигнал не проходит. Если же на выходе запоминающего устройства нет сигнала, то его нет и на пускателе 7, а на пускателе 8 есть сигнал от элемента /, и автооператор движется влево.
Движение вправо или влево возможно только При паличии блокировочных сигналов от одного ИЗ конечных выключателей 9 и 10, фиксирующих крайние верхние и нижние ПОложения траверсы автооператора.
Наличие на входах элементов 1 и 2 сигнала от запоминающего устройства зависит от адресного устройства. Адресные устройства набираются в необходимом количестве по
числу ПОЗИЦИЙ в ЛИНИИ (см. фиг. 2). Когда автооператор проходит под позиционным датчиком, то запоминающее устройство на элементах 11 И 12 возбуждается. Все запоминающие устройства, соответствующие пройденным позициям, возбуждены И выдают сигналы на кнопки 13, все запоминающие устройства, соответствующие непройденныМ ПОЗИЦИЯМ, невозбуждены.
Если рабочий оператор нажмет па кнопку
«3, соответствующую пройденной позиции, то «а шине 14 появится сигнал и возбудит запомилающее устройство на элементах 3 и 4. ЕсЛИ рабочий-оператор нажмет кнопку, соответствующую непройденной позиции, то сигнала
на элементах / и 2 не будет.
В первом Случае автооператор пойдет вправо, во втором - влево. .Одновременно, при нажатии кнопки J5 от элемента «НЕ 15 (см. фиг. 2) возбуждается запоминающее устройшину /5. Элемент «НЕ 19 получит на вход сигнал, а на выходе его на запрещающих входах элементов 5 и 20 оигналы исчезнут. Исчезнут они и на входах кНОпок 21 и 22, сделав невозможным вертикальные перемещения .при горизонтальных. Когда автооператор придет на нужную позицию, соответствующую нажатой кнопке, от позиционного датчика пойдет сигнал на запрещающий ВХОД элемента 17, и запоминающее устройство перестает выдавать силнал на щину 18. Эл-емент «НЕ Ю начинает выдавать запрещающие сигналы ла элементы 5 и 20. Автооператор останавливается. Одновременно загорается адресная сигнальная лампа 23 и подается запрещающий сигнал. При движении автоопсратора влево заиисанные «а элементах 11 л 12 запоминающих устройств оигвалы стираются. Движение вверх производится нажатием кнопни 22. По достижении траверсой автооператора крайнего верхнего или нижнего лоложения соответствующий конечный выключатель 9, 10 выдает сигнал .на соответствующую сигнальную лампу 24, 25 и запрещающий вход соответствующего запоминающего устройства 26, 27 или -28, 29. Предмет изобретения Устройство для управления полуавтоматическими линиями обработки деталей в жидкостях, сод жащее механизмы для гориздн т альнрщ и ртикадьного перемещения тра версы автооператора с деталями, отличающееся тем, что, с щелью останова траверсы на любой выбранной лозиции, оно содержит адресные блоки, набираемые в количестве, соответствующем количеству необходимых остановок (позиций), которые своими входами связаны с позиционными датчиками, а ;выходами с блоками горизонтального и вертикального пе|ремещения, причем выбор позиции осуществляется через кнопку адресования.
16
44
с 0--T--j-I
/7
/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления полуавтоматическими линиями обработки деталей в жидкостях | 1982 |
|
SU1120037A2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМИ ЛИНИЯМИ ОБРАБОТКИ ДЕТАЛЕЙ | 1965 |
|
SU224888A1 |
| Устройство для управления автоматическими линиями гальванопокрытий | 1983 |
|
SU1095136A1 |
| Устройство для управления автооператором полуавтоматической линии гальванопокрытий | 1984 |
|
SU1236015A1 |
| Устройство для программного управления | 1981 |
|
SU1029145A1 |
| Устройство для программного управления автооператором | 1987 |
|
SU1536355A1 |
| Устройство управления автоматическими линиями обработки деталей в жидкостях | 1976 |
|
SU682583A1 |
| Устройство адресования автооператора | 1987 |
|
SU1510293A1 |
| АВТООПЕРАТОРООГСОЮсНАЯ I/i?vr!i!;i-,rcv7v:-::-U^Q;• !,М i .,:. :Ui* •. i.iUJi. -i.. iirii!!- r ,11 r- --'.' ;••^ - • -;' ;„' Д brJb.iii':*.^' : i-t <H . i | 1971 |
|
SU301255A1 |
| Устройство для программного управления автоматическими линиями гальванопокрытий | 1981 |
|
SU1003023A1 |