При отливке опок с вентиляционными отверстиями они образуются обкладными стержнями, что существенно увеличивает трудоемкость изготовления отливок.
Предлагаемая модельная оонаст1ка отличается тем, что для повышения качества изготовления опок модель выполнена в виде усеченной пирамиды с разъемом по углам, а подмодельная плита снабжена гнездом пирамидальной формы.
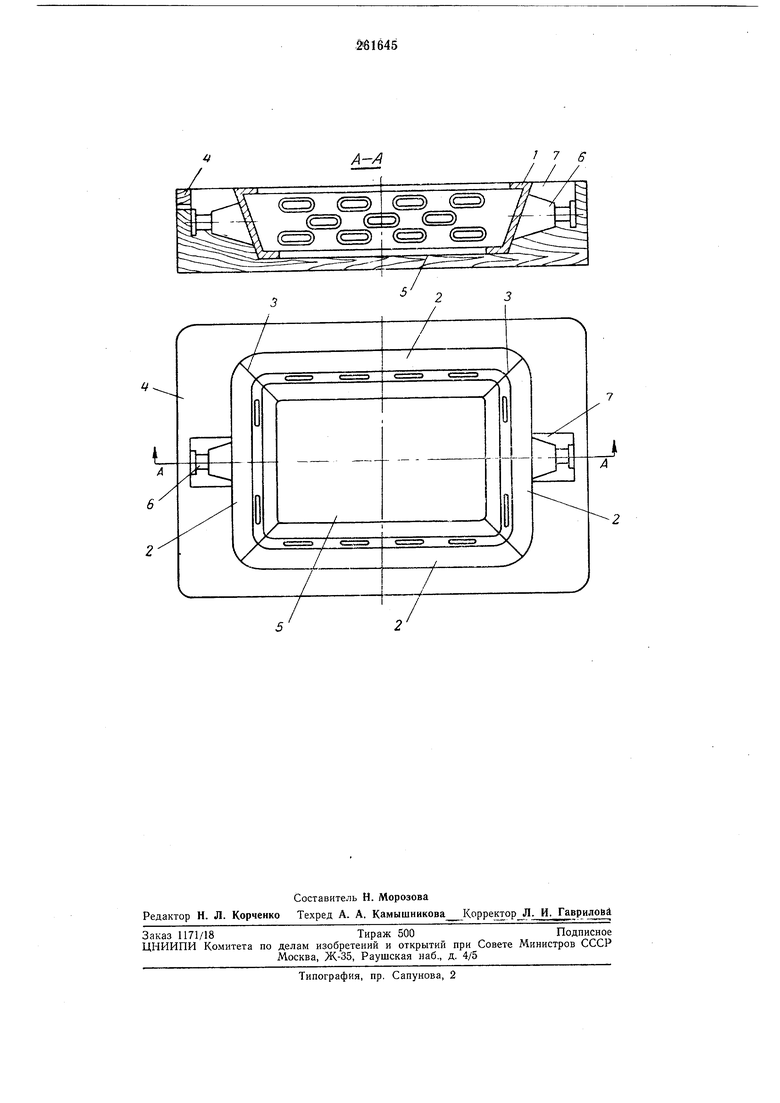
На чертеже показана модельная оснастка для литейной опоки.
Модель опоки 1 состоит из нескольких разъемных по частей 2, каждая из которых повторяет часть формы отливаемой опоки. Скрепление частей модели литейной опоки по ее разъемам 3 и центровка их между собой осуществляются при помощи косяка (плиты) 4 с гнездом 5, внутренняя форма и размеры которого соответствуют -наружной форме и размерам модели литейной Опоки.
Сборка модели осуществляется следующим образом.
Части 2 модели опоки размещаются в гнезде 5 косяка 4, поэтому отдельные части 2 стыкуются ио разъемам 3, центруются между собой и образуют модель литейной опоки 1, находящуюся в гнезде 5 косяка 4. В случае необходимости устанавливают стержни 6 в
предусмотренные для этого в косяке 4 гнезда 7.
При формовке внутренняя часть модели заполняется смесью, которая воспроизводит внутреннюю поверхность модели. Затем косяк 4 с размещенными в нем моделью и смесью кантуют на -180°, косяк 4 снимают и вместо него устанавливают опоку, которую набивают смесью, воспроизводящей наружную «онфигурацию модели. Далее опоку снимают, части 2, разъединяемые по разъемам 3, удаляют, и образуется «болван, воспроизводящий внутреннюю поверхность модели. После простановки на болван опоки, воспроизводящей наружную конфигурацию модели опоки, получают ПОЛОСТЬ, воспроизводящую конфигурацию модели.
20Предмет изобретения
Модельная оснастка для литейной опоки с вентиляционными отверстиямИ, включающая модель и подмодельную плиту, отличающаяся 25 тем, что, с целью повыщения качества изготовления опок, Модель выполнена в виде усеченной пирамиды с разъемом по углам, а подмодельная плита снабжена гнездом пирамидальной формы. 1 7 6
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКТ ОСНАСТКИ ДЛЯ КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОЙ ТОЧНОСТИ АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЙ | 2023 |
|
RU2831460C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Опока | 1981 |
|
SU986580A1 |
| Модельная оснастка для изготовления отливок типа гильз | 1986 |
|
SU1386354A1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| Литейная форма | 1989 |
|
SU1724416A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Способ отверждения литейных форм | 1978 |
|
SU801970A1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1986 |
|
SU1435372A1 |