Данное изобретение относится к области термообработк1И изделий.
Известно устройство для непрерывно-последовательной закалки изделий фасонного профиля, содержащее напревательный индуктор, охлаждающее устройство, механизм иеремеще«ия изделий. Ори этом индуктор снабжен фиксатором и прижимным приспособлением, обеспечивающим нагрев изделия по контуру.
Однако транспортирующий механизм известного устройства не обеспечивает непрерывности процесса закалки при переходе от обработки .предыдущей детали к последующей.
В отписываемом устройстве изделие закрепляют на шарнирном приспособлении, монтируемом «.а конвейере. При этом шарнирные приспособления вынолнены втулочно-роликовыми с осью, расположенной перлендикулярло направлению поступательного перемещения конвейера.
Это позволяет обеспечить постоянство зазора между индуктором и закаливаемой поверхностью при непрерывном перемещении изделия.
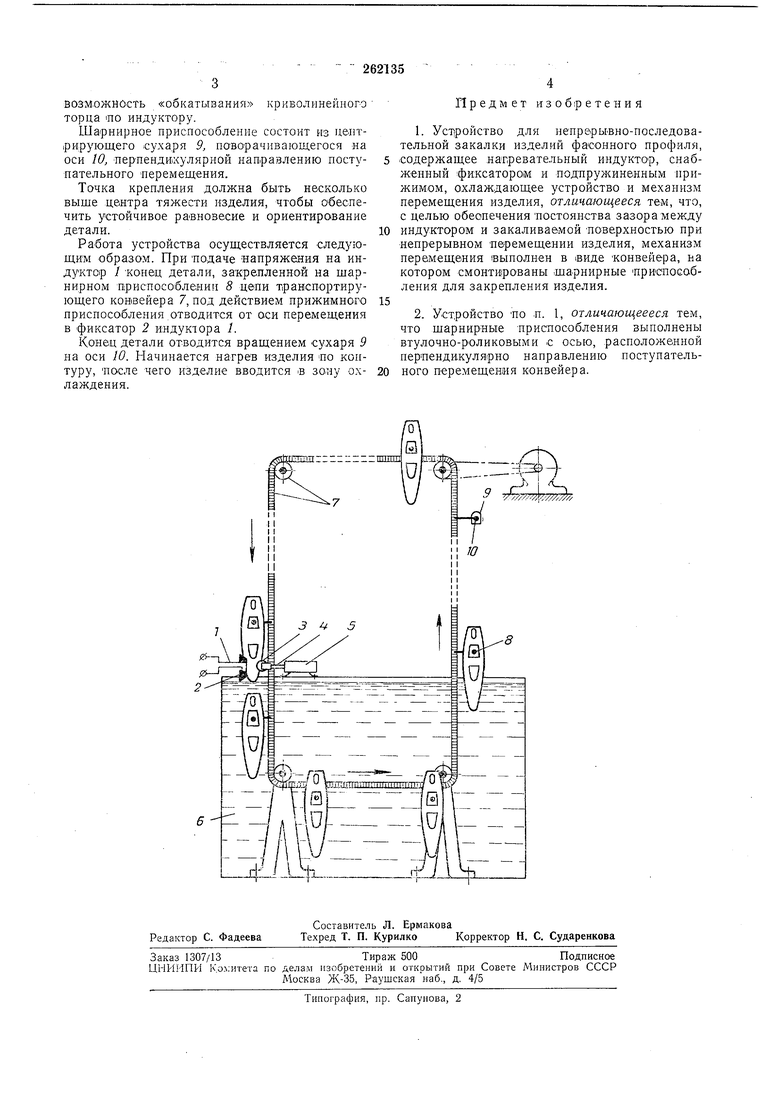
На чертеже изображено описываемое устройство, общий вид.
ляционного теплостойкого износостойкого материала, например алунда или кварца. Фиксатор представляет собой пластину с прорезью, размеры которой определяются толщиной торца закаливаемого изделия и требуемой глубиной закаленного слоя.
Симметрично продольной оси фиксатора в плоскости изделия з становлено прижимное приспособление, выполненное, например, в виде направляющего ролика 3. Ролик закреплен на подпружиненном штоке 4, который помещается ш цилиндрический корпус 5. Прижимное приспособление жестко крепится на баке 6 с закалочной жидкостью. Фиксатор с прижимным приспособлением обеспечивает постоянную четко обозначенную зону нагрева.
Если кривизна обрабатываемого изделия позволит выполнить индуктор коротким, тогда достаточно иметь один прижимной ролик, установленный по центру индуктора.
В случае длинного индуктора для качественной закалки начального и конечного участков обрабатываемой поверхности необходимо устанавливать два роликовых прижимных приспособления в начале и конце индуктора.
Изделие крепится к цепи тpaнcпopтиipyющeго конвейера 7 с помощью шарнирных приспособлений 8, которые обеспечивают возможность качания изделий в процессе их переме
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ КОНТУРНОЙ ЗАКАЛКИ ЗУБЧАТЫХ ВЕНЦОВ | 1971 |
|
SU293049A1 |
| Способ индукционной закалки шестерен и индуктор для его осуществления | 1988 |
|
SU1640180A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ С НАГРЕВОМ ТОКАМИ ВЫСОКОЙЧАСТОТЫ | 1972 |
|
SU422775A1 |
| Устройство для индукционной закалки шестерен | 1979 |
|
SU926033A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ С ИНДУКЦИОННЫМ НАГРЕВОМ | 1990 |
|
RU2024624C1 |
| Установка для закалки изделий | 1984 |
|
SU1177359A1 |
| Станок для закалки зубчатых изделий | 1987 |
|
SU1502637A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Устройство для непрерывно-последовательной закалки изделий | 1978 |
|
SU685701A2 |
| Станок для индукционного нагрева | 1981 |
|
SU994570A1 |
