Известны устройст1ва для обработки пластмассовых деталей, содержащие шпиндельную головку с режущим инструментом, прихваты для зажима детали и распределительный кулачок. Эти устройства не Обеспечивают одновременное снятие облоя в близкорасположенных отверстиях детали.
Предложенное устройство отличается от известного тем, что прихваты для зажима детали установлены на подпружиненном стакане с расположенным iB нем штоком, взаимодействующим € распределительным кулачком и снабженным закрепленными на нем пуансонами со спиральными режущими кромками. Это обеспеЧИ.вает одновремввное снятие облоя в близкорасположенных отверстиях детали.
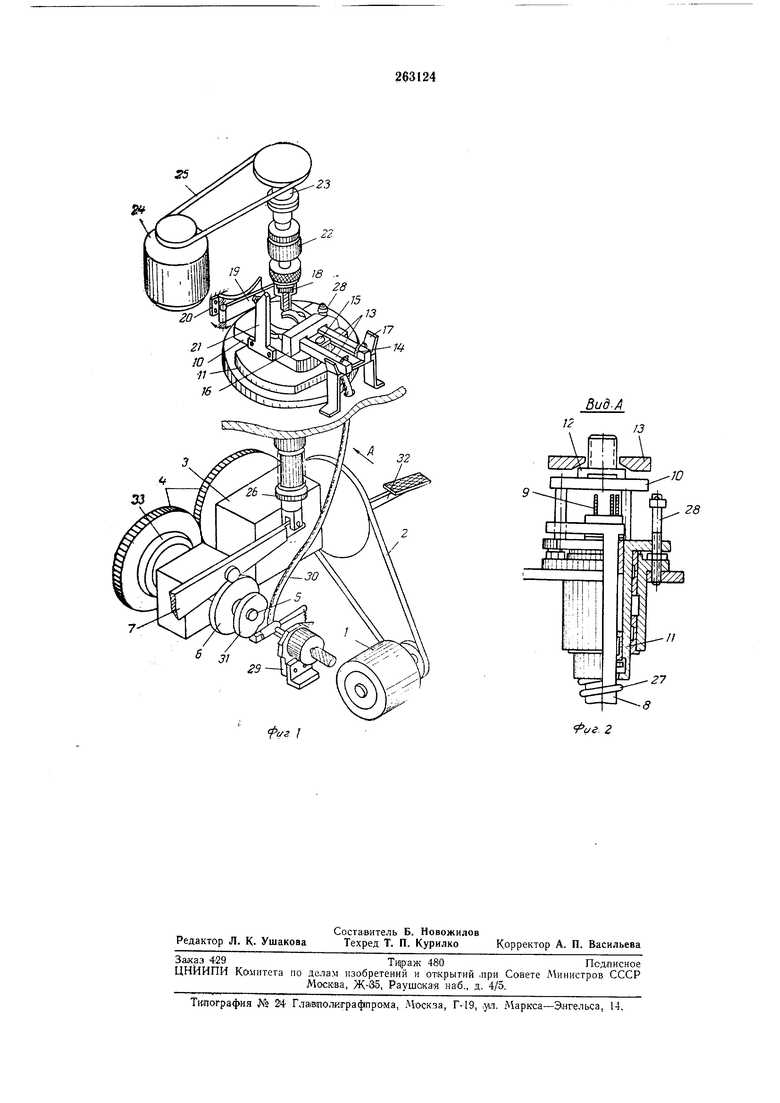
На фит. 1 изображено предложенное устройство; на фиг. 2 - -вид по стрелке А на фиг. 1.
Устройство содержит электродвигатель /, приводящий через клиноременную передачу 2, червячный редуктор 3 и лару цили-ндрических шестерен 4 распределительный вал 5. На распределительном валу находится кулачок 6, осуществляющий через рычаг 7 подъем штока 8, во фланце которого закреплены пуансоны 9 €0 спиральными режуш,ими кромками.
НИИ, а для прохода пуансонов 9 в гнезде-контуре имеются отверстия, относительное расположение которых -соответствует расположению сверл.
Стапок и служит направляющей для штока 8. Для зажима обрабатываемой детали 12 предназначены прихваты 13. Для создания усилия зажима служит пружина 14, установленная па оси 15, на которой поворачиваются прихваты 13.
Планка 16 выполняет роль упоров, в пазах которой проходят прихваты 13, вследствие этого люфта у прихватов на оси 15 ле образуется. Копир 17 предназначен для преодоления усилия пружины 14 и открывания прихватов, когда они находятся в нижнем полол ении.
Для ограждения режущего инструмента 18 во время установки обрабатываемой детали, когда загрузочное гнездо-кондуктор 10 находится в нижнем положении, установлено ограждение 19, которое, поворачиваясь на оси, открывает и закрывает режущий инструмент с помощью пружины 20 и копира 21.
Режущий инструмент 18 закрепляется в плавающем самоцентрирующемся патроне 22, который насаживается на конусный хвостовик шпипделя шпиндельной головки 23. Электродвигатель 24 и клиноременная передача 25 предназначены для вращения шпиндельной
головки. Гайка 26 передает через пружину 27 усилие подъема от штока 8 стакану //. Гайка 26 предназначена также для регулировки усилия пружины путем вращения .по резьбе на штоке 8.
Для регулировки величины хода стакана // с закрепленным на нем гнездом-кондуктором JO служат упорный регулировочный болт 2S, которым обеспечивается необходимая велнчина торцевания втулки обрабатываемой детали.
Золотник 29 служит для нодачи сжатого воздуха :по шлангу 30 для выброса обработанной детали. Золотниковый кран упра.вляется кулачко.м 31.
С помошыо педали 32 включается обгонная роликовая муфта 33 привода.
Чтобы не происходило скалывания кромок отверстий во .время снятия облоя, в качест Бе инструмента Д1.рл 1енвны -пуансоны со спиральными режущими кромками.
Устройство работает следующим образом.
Обрабатываемая деталь 12 ставится в определенном положении на гнездо-кондуктор 10. Нажимается педаль 32, включается муфта 33. От электродвигателя 1 через клиноременную передачу 2, редуктор 3, пару шестерен 4 вращение передается на вал 5. Кулачок 6 через рычаг 7 сообщает вертикальное движение вверх штоку 8, на фланце которого закреплены пуансоны 9. Через гайку 26 и .пружину 27 усилие подъема одновременно передается стакану // и закрепленному яа его фланце гнезду-кондуктору 10. Обрабатываемая деталь 12 зажимается прихватами -/5, которые под действием пружины 14 поворачиваются на оси 15. Зажим осуществляется, как только прихваты 13 отойдут от копира J7.
Режущий инструмент 18 освобождается от ограждения 19 под действием копира 2.1, преодолевающего усилие пружины 20. Происходит торцевание, развертывание и снятие
фаски по внутреннему диаметру втулки обрабатываемой детали ,75.
Вращение инструменту ,18 сообщается электродвигателем 24 через клиноременную передачу 25. В момент окончания торцевания втулки стакан // с укрепленным на фланце гнездом |КО«дуктором 10 упирается фланцем в толавку упорного .регулировочного болта 28. Их движения вверх, а тем самым и торцевание прекращаются.
При дальнейшем повороте кулачка 6 шток 5, преодолевая усилие пружины 27, продолжает движение вверх, и закрепленные на его фланце спиральные пуансоны 9 через отверстия гнезда-кондуктора 10 входят в отверстия обрабатываемой детали 12, и происходит снятие облоя.
Затем щток 9 и стакан // опускаются. Прихваты 13 под действием копира 17 открываются и освобождают обра ботанную деталь. Кулачок 31 включает золотник 29, по шлайгу 30 подается сжатый воздух, и происхо.дит сбрас детали В1прием.иый ящик.
Обгонная муфта 33 выключается, вра.щение вала 5 прекращается. Цикл обработки заканчивается и следующий начинается при повторном нажатии педали 32.
Предмет изобретения
Устройство для обработки пластмассовых деталей, содержащее шпиндельную головку с режущим инструментом, прихваты для зажима детали и распределительный кулачок, отличающееся тем, что, с целью обеспечения
одновременного снятия облоя в близкорасположенных отверстиях детали, прихваты для зажима детали установлены на подпружиненном стакане с расположенным в нем штоком, взаимодействующим с распределительным
кулачком и снабженным закрепленными на нем пуансонами со спиральны.ми режущими кромками.
S5
V /
Вид-А
/I
27
5./,.-
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Устройство для автоматического крепления инструмента | 1976 |
|
SU560707A1 |
| Станок для удаления облоя с деталей из полимерных материалов | 1980 |
|
SU889465A1 |
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| Станок для механической обработки пластмассовых деталей | 1980 |
|
SU973381A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1985 |
|
SU1271763A1 |
| Устройство для механической обработки пластмассовых изделий в форме тел вращения | 1984 |
|
SU1260228A1 |
| Устройство к металлорежущему станку | 1976 |
|
SU603551A1 |