Известны устройства для лодачи лент к опращке, например лент бумаги и фольги в автоматах для намотки рулонных конденсаторов, содержащие лодаюндий ленту зажим, направляющие пластины и ползун для перемещения зажима, направляющих пластин и ленты к оправке.
С Целью повышения надежности работы устройства, особенно при большом диаметре оправок, в предлагаемом устройстве .используется вспомогательный ползун, перемещающийся на салазках, установленных на основном ползуне, и несущий направляющее .пластины.
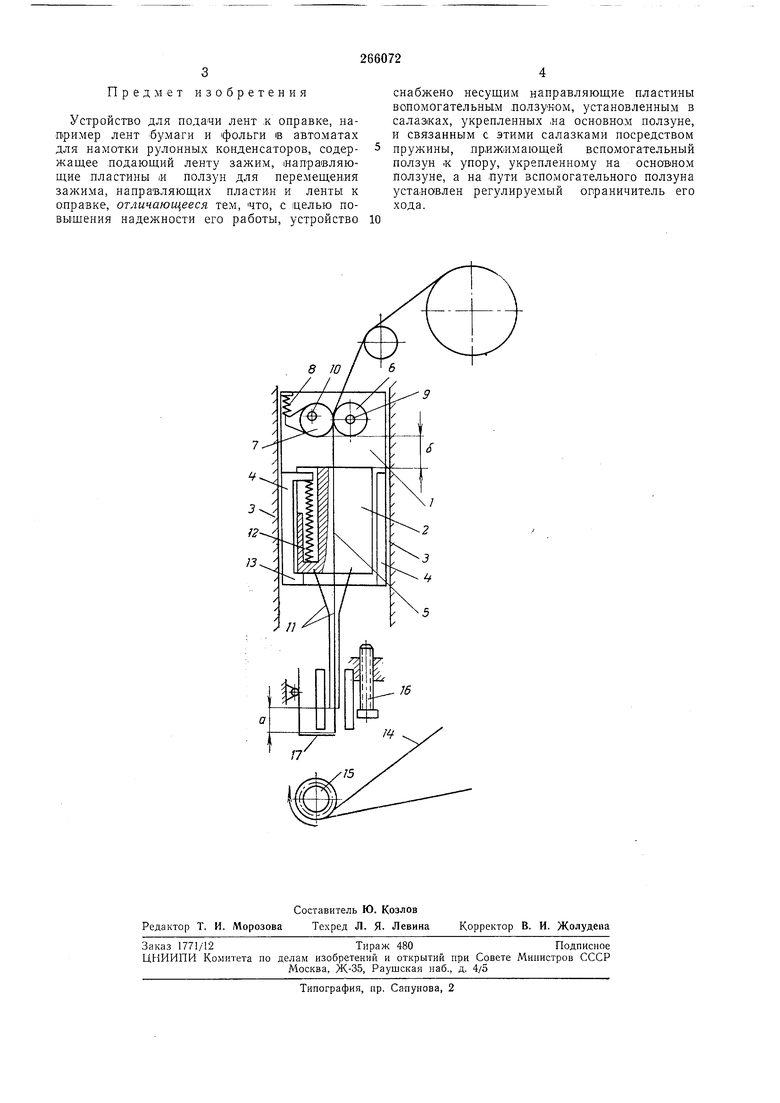
На чертеже изображена конструкция предлагаемого устройства.
Устройство состоит из основного ползуна 1 и вспомогательного ползуна 2. Ползун 1 перемещается по неподвижным направляющим 3, а ползун 2-по салазкам 4, установленным на .ползуне /. Па ползуне / установлен подающий ленту 5 зажим, состоящий из ролика 6 и эксцентрика 7, подпружиненного лружиной 8. Ролик и эксцентрик вращаются на осях 5 и 10, закрепленных на ползуне 1. Па ползуне 2 закреплены две направляющие ленту 5 .пластины 11. Пружина 12 расположена между выступами ползунов 1 к 2 и прижимает
ползун 2 :к упору 13 ползуна /. Намотка лент 14 производится на оправку 15. Регулируемый ограничитель 16 хода ограничивает движение ползуна 2 в направлении оправки. Нож 17 отрезает ленту 14 после намотки. При движении ползуна 1 в сторону оправки одновременно перемещается и ползун 2 под действием пружи-ны 12. Лента 5, удерживаемая движущимся залсимом, перемещается к
оправке, и выступающий из .пластин У/ ее конец захватывается оправкой. Когда заправочный конец ленты входит в зону заправки, ползун 2 упирается в ограничитель 16. При дальнейшем ползуна / пружина 12
сжимается, а ролик и эксцентрик приближаются к ползуну 2. Так как скорость .ползуна J выше окрулшой скорости намотки, в момент заправки конец ленты 5 на участке до зажима -не натянут, и лента 5 начнет наматываться на оправку до тех пор, пака ролик и эксцентрик не пройдут расстояние б. При возврате ползуна / в исходное положение лента 5 натягивается. После намотки нужного числа витков нож 17 отрезает ленту, оставляя заправочный конец длиной а для заправки в следующую секцию. Таким образом, с увеличением диаметра о.правки необходнми увеличить размер б, а не конец а, консольное расположение которого не позволяет это деПредмет изобретения
Устройство для подачи лент ,к оправке, например лент бумаги и фольги в автоматах для намотки рулонных конденсаторов, содержащее подающий ленту зажим, иаправляющие пластины « ползун для перемещения зажима, направляющих пластин и ленты к оправке, отличающееся тем, что, с целью повышения надежности его работы, устройство
снабжено несущим направляющие пластины вспомогательным ползуном, установленным в салазках, укрепленных ,на основно.м ползуне, и связанным с этими салазками посредством пружины, прижимающей вспомогательный ползун .к упору, укрепленному на OCHOBIHOM ползуне, а на пути вспомогательного ползуна установлен регулируемый ограничитель его хода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1971 |
|
SU301753A1 |
| Устройство для намотки секции электрических рулонных конденсаторов | 1976 |
|
SU736194A1 |
| Устройство для намотки секций рулонных конденсаторов | 1977 |
|
SU744754A1 |
| УСТРОЙСТВО для НАМОТКИ РУЛОННЫХ КОНДЕНСАТОРОВ | 1969 |
|
SU246679A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ СЕКЦИЙ РУЛОННЫХ КОНДЕНСАТОРОВ | 1993 |
|
RU2044355C1 |
| Устройство для намотки секций конденсаторов | 1977 |
|
SU661626A1 |
| Устройство для намотки секций рулонных конденсаторов | 1990 |
|
SU1732386A1 |
| Устройство для изготовления секций рулонных электролитических конденсаторов с выводами | 1986 |
|
SU1370674A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ РУЛОН КОНДЕНСАТОРОВ | 1971 |
|
SU295150A1 |
| Устройство для намотки секций рулонных конденсаторов | 1973 |
|
SU481079A1 |
7
