11
Изобретение относится к термической обработке метгиглов и может быть эффективно использовано для тер момеханической обработки, контролируемой прокатки и закалки сортовых прутков с прокатного нагрева.
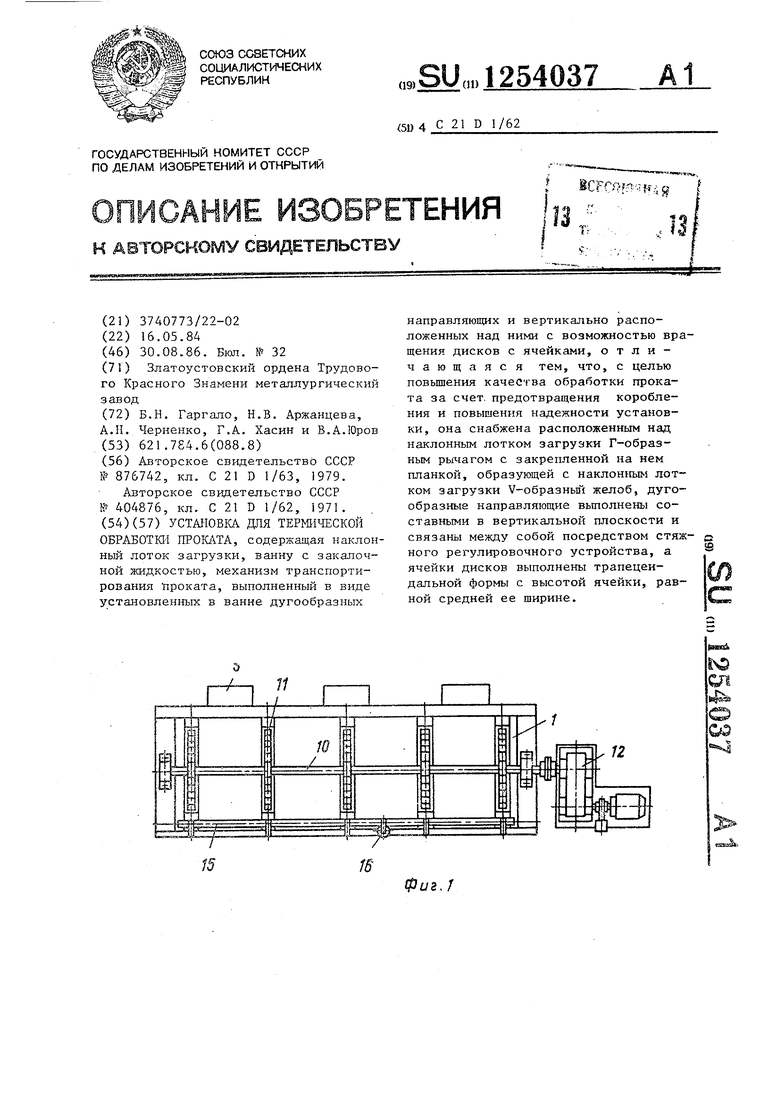
Целью изобретения является повышение качества обработки проката за счет предотвращения коробхгения и по- вьшение надежности установки,
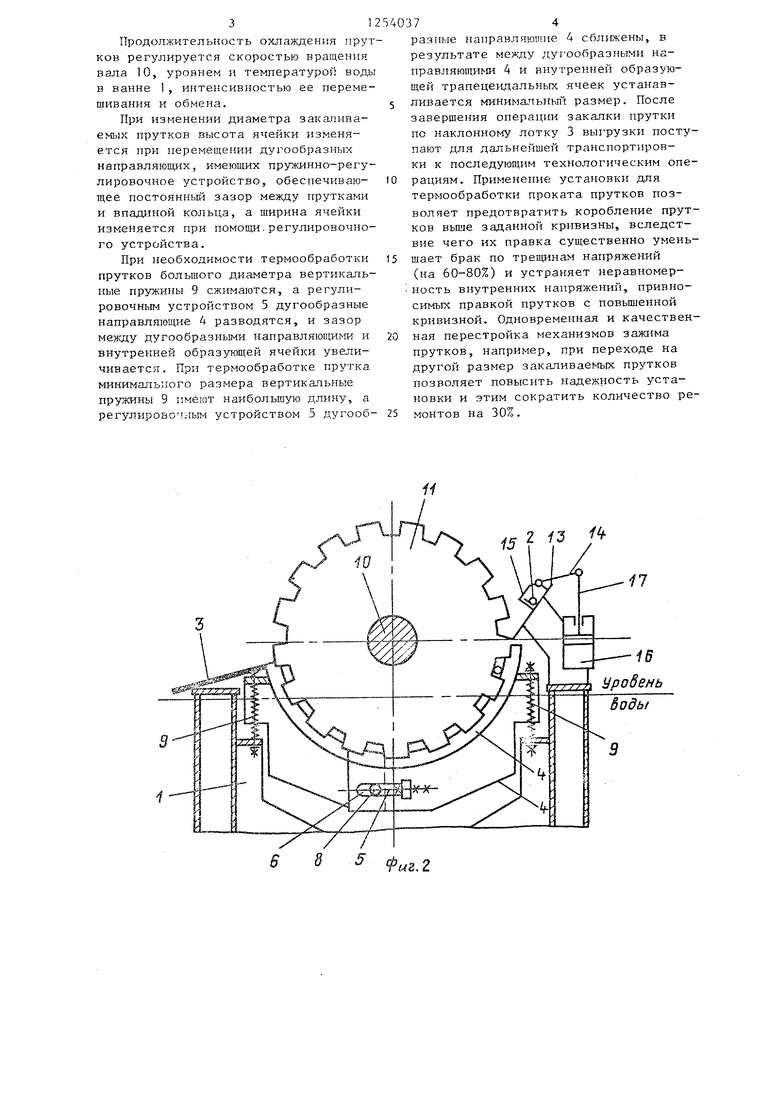
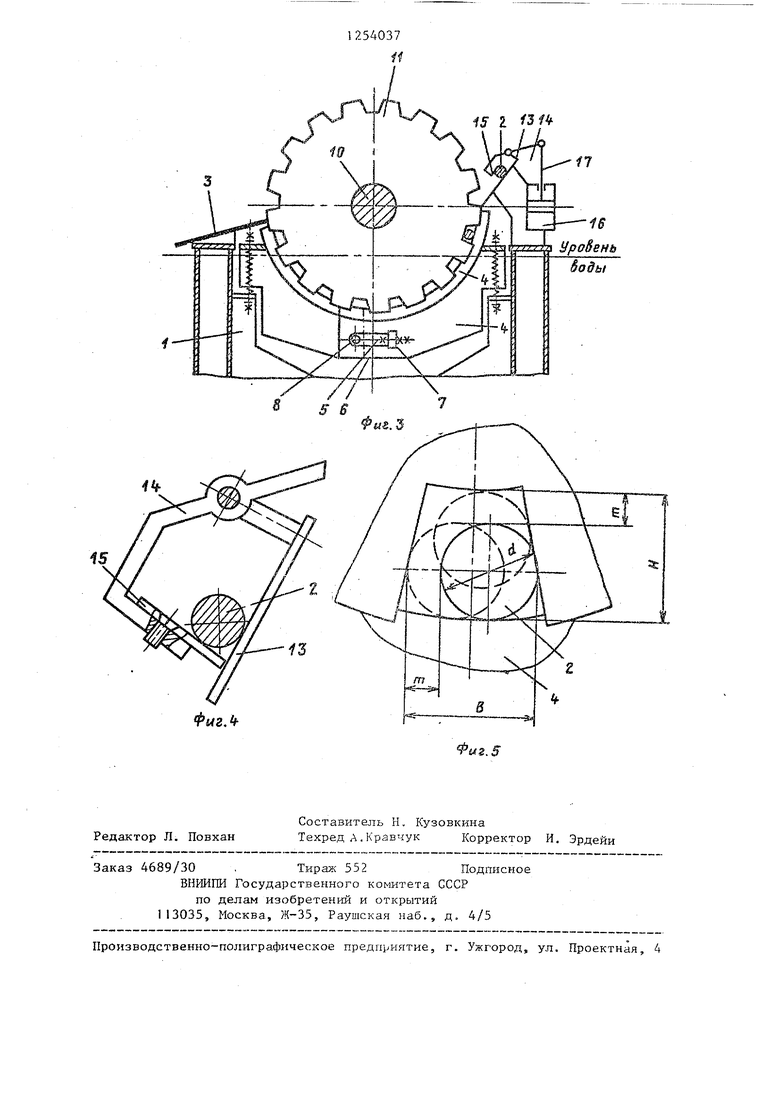
На фиг. 1 изображена установка для термообработки проката; на фиг, 2 - то же, поперечньй разрезу на фиг. 3 - положение направляаощих при обработке проката большого диаметра; на фиг. А - приспособление загрузки прутков; на фиг. 5 -- схема положения прутка в трапецеида:аьном пазе.
Установка, для термообработки проката содержит ванну I с закалочной жидкостью, приспособление загрузки прутков 2 в ванну 1, механизм транспортирования прутков в ванне и лоток 3 выгрузки.
Механизм транспортирования прутко содержит установленные в ванне дугообразные направляющие 4, которые вьшолнены составньми в вертикальной плоскости и связаны между собой стяж ным регулировочным устройством 5,
Одна дугообразная направляющая 4 имеет паз 6 и прилив 7., а вторая бобышку 8, входяп;ую в паз, Бобьшка и прилив соединены регулировочной стяжкой. Каждая направляющая соединена с ванной пружиной 9. Пружина опирается на неподвшкную ванну, а верхним концом - в приливы дугообразных направляющих 4.
Над направляющими 4 на рабочем валу 10 через равные промежутки вертикально расположены диски 1I с ячейками трапецеидальной формы. Высота ячейки равна средней ее ширине. Рабочий вал 10 соединен с приводом 12 вращения. При вьтолнении трапецеидальных ячеек с высотой, меньшей среней ширины, наблюдается заклинивание прутков в ячейках и затрудняется работа установки.
Увеличение высоты ячейки не обеспечивает предотвра Г(ения искривления закаливаемых прутков.
Пружина 9 обеспечивает прижим прутков к внутренней поверхности ячейки диска 11. Приспособление загрузки прутков содержит .лоток 13,
0
20
25
жестко закрепленный посредством кронштейна на ванне I, и расположенный iiafj, лотком 3 Г-образный рычаг 14 с закрепленной на нем планкой 15. Планка 15 с лотком 13 образуют V-образ- иый загрузочньш желоб. Рычаг 14 соединен с пневмоцилиндром 6 через шток 17, такое выполнение позволяет равномерно без перекосов подавать прутки к ячейкам дисков.
Установка работает следующим образом.
Прутки 2 трайбаппаратом поочередно подают в приспособление загрузки. Горячий пруток, скатываясь по желобу, выравнивается под тяркестью собственного веса, и при совмещении ячейки диска 11 с лотком 13 срабатывает пневМОцилиндр, в результате чего подвижная стенка, желоба через рычаг 14 и шток 17 поднимается, осво- бонодая пруток, который, скатываясь по лотку 13, попад,ает в ячейку диска . После этого рабочий вал 10 с находящимися на нем дисками 11 поворачивается на один рабочий ход до очередного совпадения ячейки диска 11 с лотком 13. В этом случае установка находится в исходном рабо 1гем положении и готова принять очередной
пруток, предьщущий пруток оказывается погруженным }з закалочную среду.
При дальнейшем движении вала 10 пруток, находясь в ячейках дисков 11, скользит по внутренней части дугообразных .направляющих 4.
Высота ячейки регулируется при помощи подвижно установленньк дугообразных направляющих, которые при- жш -1ают прутки к верхней стенке ячейки (или оставляют зазор). В этом случае при движении дисков пруток совершает вращательное движение, что та,к;ке способствует уменьшению коробления. Сочленение дугообразных направляющих с регулировочным устройством позволяет изменять ширину ячеек. Диски в сочетании с дугообразными направляющими значительно повышают жесткость всей установки. При этом прутки,, находясь в ячейках, ограничивающих их свободное перемещение, в случае искривления и уменьшения длины вследствие температур- S5 ной усадки, не деформируют удерживающие их узлы, что значительно повышает надежность и работоспособность установки.
30
35
40
45
50
Продолжительность охлаждер1р я прутков регулируется скоростью вращения вала 10, уровнем н температурой воды в ваине 1 , ир тенсивностью ее перемешивания и обмена.
При изменении диаметра закапива- прутков высота ячейки изменяется при перемещении дугообразных направляющих, имеющих пружинно-регулировочное устройство, обеспечиваю- щее постоянный зазор между прутками и впадиной кольца, а ширина ячейки изменяется при помощи.регулировочного устройства.
При необходимости термообработки прутков большого диаметра вертикальные пружины 9 сжимаются, а регулировочным устройством 5 дугообразные направляющие 4 разводятся, и зазор между дугообразными направляющими и внутренней образующей ячейки увеличивается. При термообработке прутка, минимальмого размера вертикальные пружины 9 имеют наибольшую длину, а регулировочным устройством 5 /дугооб-
разные направляющие 4 сближены, в результате между дугообразными направляющими 4 и внутренней образующей трапецеидальных ячеек устанавливается минимальньп размер. После завершения операции закалки прутки по наклонному лотку 3 выг-рузки поступают для дальнейшей транспортировки к последующим технологическим операциям. Применение установки для термообработки проката прутков позволяет предотвратить коробление прутков выше заданной кривизны, вследствие чего их правка существенно уменьшает брак по напряжений (на 60-80%) и устраняет неравномерность внутренних напряжений, привносимых правкой прутков с повьшенной кривизной. Одновременная и качественная перестройка механизмов зажима прутков, например, при переходе на другой размер закаливаемых прутков позволяет повысить надежность установки и этим сократить количество ремонтов на 30%.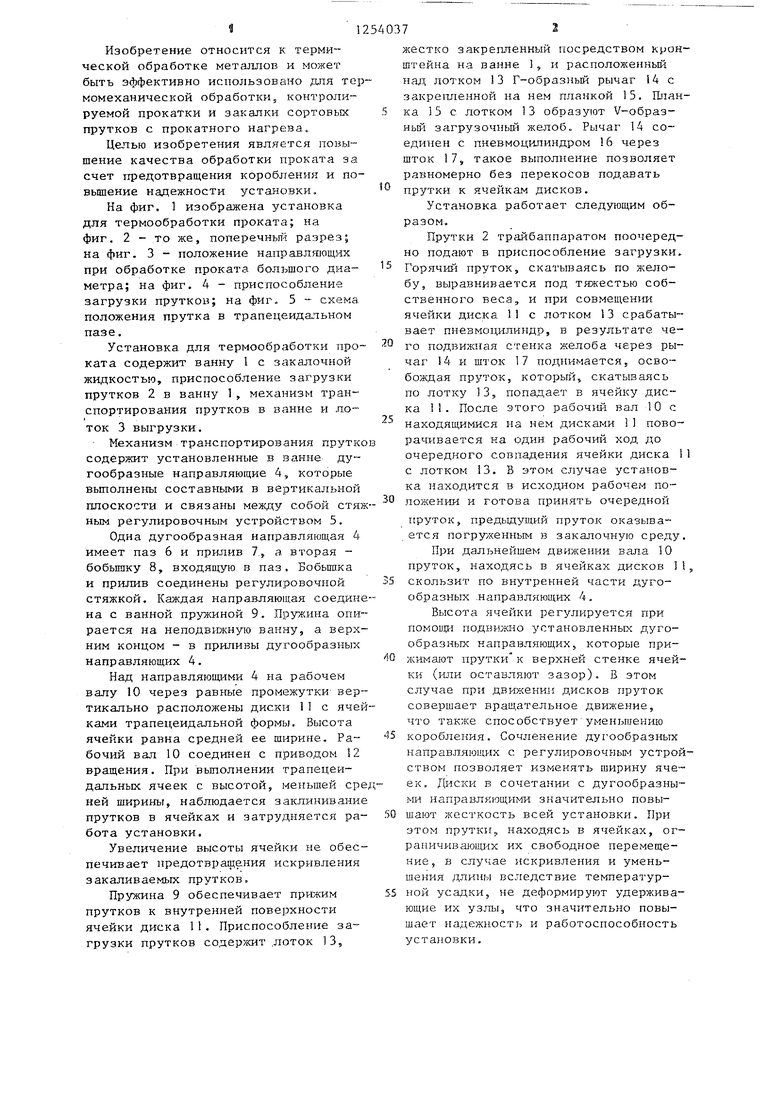
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для нанизывания рыбы на прутки | 1991 |
|
SU1780684A1 |
| В. П. В. М. Иващенко, В. Н. Святченко и Ю. Э. Борковс!bvii-b-.'it^''-^-^^'^^Pg^tHTI^O- .^-тLXUй^vECl;л•яЕ}«ЬЛИОТЕКАчГ | 1970 |
|
SU269962A1 |
| УСТРОЙСТВО И СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ШАРОВ | 2011 |
|
RU2455369C1 |
| УСТАНОВКА ДЛЯ ТЕРМОУПРОЧНЕНИЯ МЕРНОГО СОРТОВОГОПРОКАТА | 1969 |
|
SU235791A1 |
| Агрегат для термообработки | 1980 |
|
SU983425A1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ПРОКАТА | 1973 |
|
SU382696A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 2010 |
|
RU2501620C2 |
| Установка для закалки металлических изделий | 2017 |
|
RU2678720C1 |
| Устройство для закалки деталей | 1979 |
|
SU850694A1 |
| Автоматизированная поточная линия для термической обработки | 1983 |
|
SU1108114A1 |
2 f3 /
11
Фиг.2
Фиг.
f5 2 1
Редактор Л. Повхан
Составитель Н, Кузовкина
Техред А.КравчукКорректор И, Эрдейи
Заказ 4689/30,Тираж 552Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
wg.5
| Установка для термомеханической обработки проката | 1979 |
|
SU876742A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ РАФИНИРОВАНИЯ МАГНИЯ И ЕГО СПЛАВОВ | 0 |
|
SU404876A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
