Известные устройства для изготовления стеклоизделий, содержапдие прессующую головку с пневмонриводом, сложны и не надежны в работе.
Предлагаемое устройство проще и надежнее. Достигается это тем, что оно снабжено направляющими, концы которых закреплены с одной стороны на опорной плите, с другой - на стойке с разрезным кронштейном, а в корпусе пневмоцилиндра головки образованы регулируемые по высоте пазы для перемещения ее по направляющим.
Для достил ения же соосности прессующей головки с прессформой разрезной кронщтейн соединен со стойкой с помощью эксцентриковой втулки.
Предлагаемое устройство представлено на чертеже.
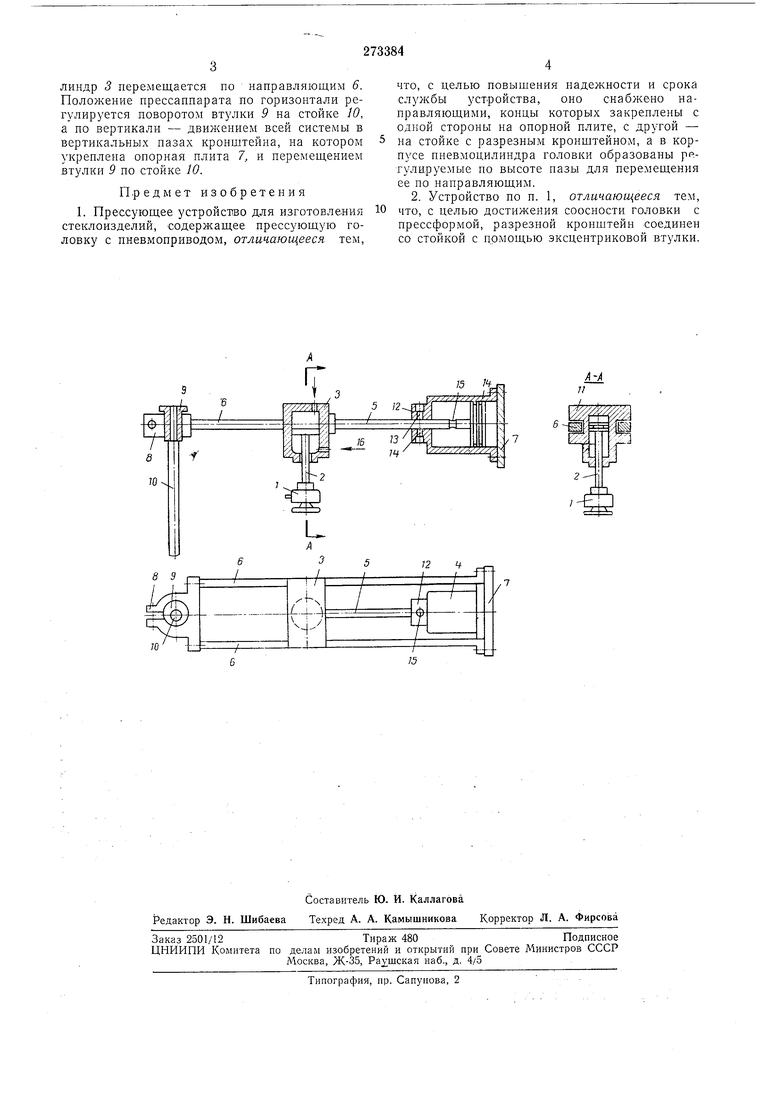
Устройство содержит прессующую головку /, укрепленную на штоке 2 пневмоцилиндра 3 ее вертикального перемещения, пневмоцилипдра 4 горизонтального перемещения головки, шток 5 которого жестко соединен с пневмоцилиндром 3. Перемещение головки осуществляется по направляющим 6, закрепленным с одной стороны на опорной плите 7, где закреплен и пневмоцилиндр 4, а с другой стороны - в разрезном кронштейне 8, который посредством эксцентриковой втулки 9 соединен со стойкой 10. В корпусе пневмоцилиндра головки образованы регулируе-мые по высоте пазы // для перемещения головки по направляющим.
Па пневмоцилиндре 4 выполнен золотниковый, прилив 12, с в.ходным и выходным отверстиями 13 и 14, которые разделены штоком 5. Па щтоке имеется выточка 15, соединяющая в определенный момент отверстия 13 и 14. Воздух в пневмоцилиндр 3 поступает через отверстие 16.
Прессующее устройство работает следующим образом.
В начале цикла воздух подается в поршневую полость цилиндра 4, в результате чего цилиндр 3 перемещается по направляющим 6 в
рабочую позицию, при этом выточка 15 совпадает с отверстиями 13 и 14 на золотниковом приливе 12 и соединяет посредством гибкого шланга (на чертеже не показан) поршневую полость цилиндра 3 с напорной магистралью.
Прессующая головка 1 опускается на направляющую воронку, где и происходит процесс первичного формования стеклоизделия. По окончании процесса формования возврат головки в первоначальную позицию происходит в обратном порядке, воздух подается в штоковую полость цилиндра 3, поднимает головку /, а затем подается в штоковую полость цилиндра 4 и отводит цилиндр 3 с головкой 1 по горизонтали.
линдр 3 перемещается по направляющим 6. Положение прессаппарата по горизонтали регулируется поворотом втулки 9 на стойке W, а по вертикали - движением всей системы в вертикальных иазах кронштейна, на котором укреплена опорная плита 7, и перемещением втулки 9 по стойке 10.
Предмет изобретения
1. Прессующее устройство для изготовления стеклоизделий, содержащее прессующую головку с пневмоприводом, отличающееся тем.
что, с целью повышения надежности и срока службы устройства, оно снабжено направляющими, концы которых закреплены с одной стороны на опорной плите, с другой - на стойке с разрезным кронщтейном, а в корпусе пневмоцилиндра головки образованы регулируемые но высоте пазы для перемещения ее по направляющим.
2. Устройство по п. 1, отличающееся тем, что, с целью достижения соосности головки с прессформой, разрезной кронштейн соединен со стойкой с помощью эксцентриковой втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| Устройство для резки труб | 1979 |
|
SU912491A1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |
| Манипулятор | 1979 |
|
SU837857A1 |
| МЕХАНИЗМ ЗАПИРАНИЯ ПРЕСС-ФОРМЫ | 1972 |
|
SU423567A1 |
| УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ СТЕКЛОТАРЫ | 2002 |
|
RU2220786C1 |
| Пресс для сборки прессовых соединений деталей | 1974 |
|
SU500000A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВНУТРЕННЕЙ ПОЛОСТИ | 1969 |
|
SU236729A1 |
| Машина для литья под давлением отливок, армированных многожильным канатом | 1976 |
|
SU747616A1 |
8 9
