Известны агрегатные станки для расточки гильз блоков цилиндров.
Описываемый станок отличается от известных тем, что в шпиндель расточной головки встроен механизм зажима гильзы по внутреннему диаметру, выполненный в виде цанги с управляющим пневмоцилиндром. На неподвижной части приспособления установлен поперечный суппорт с резцом, связанный со Скользян1.ей копирной линейкой, управляемой ходом силовой головки.
Такое выполнение станка обеспечивает непрерывную последовательность операций расточки гильзы при прямом ходе силовой головки и фасонной обточки поверху при обратном ходе.
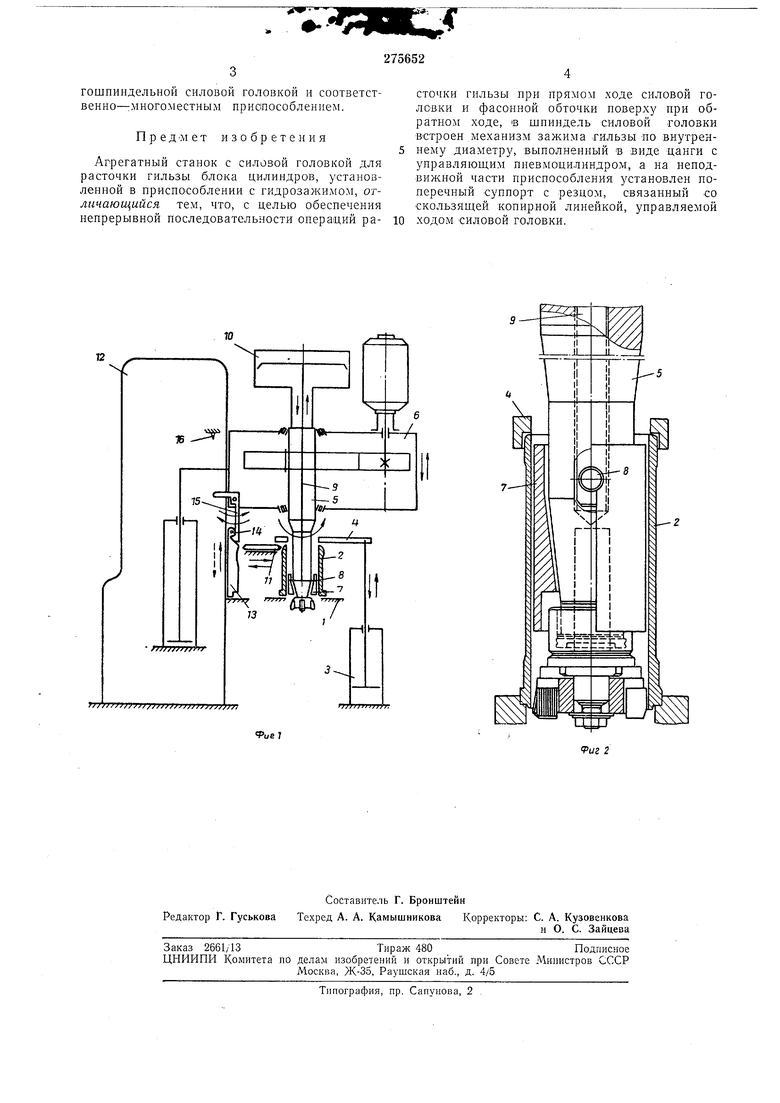
На фиг. 1 приведена кинематическая схема предлагаемого станка; на фиг. 2 - шпиндель расточной головки.
На столе / вертикального агрегатного станка установлено нриснособление для зажима обрабатываемой гильзы 2, содержаш,ее гидроцилиндр 3 с зажимной планкой 4. На нижнем конце шпинделя 5 силовой головки 6 за расточным инструментом насажена цанговая втулка 7, связанная через штырь 8 и шток 9 с пневмоцилиндром 10, установленным на верхнем конце шпинделя. На ненодвижной части приспособления с.ионтирован поперечный суппорт 11 с резцом, осуществляюш.им
2
перемешение от скользящей по колонне станка 12 копирной линейки 13. Линейка связана через сухарь 14 с качающимся рычагом 15, установленным на силовой головке. Расточка гильзы, зажатой в приспособлении, производится при силовой головки ВНИЗ. При этом цанговая втулка 7 освобождена и не касается обрабатываемой поверхности гильзы. Копирная линейка 13 находится в исходном нижнем положении. По окончании расточки гидроцилиндр 3 поднимает зажимную нланку 4, унирающуюся в нижний торец силовой головки и движущуюся вместе с ней при обратном ходе. При этом пневмоцилиндр 10 срабатывает, натягивая цанговую втулку 7 на конусную часть шпинделя, и зажимает гильзу по внутренней поверхности, сообщая ей вращательное движение. При обратно.м ходе головки рычаг /5 иоднимает копирную линейку 13, сообщаюпхую поперечное движение суппорту 11; происходит обточка наружной поверхности гильзы по форме конирной линейки. В конце обточки рычаг 15 упирается в неподвижно закрепленный на колоине упор 16 и, проворачиваясь, освобождает коиирную линейку, возвращающуюся под собственным весом в ис.ходное положение. Затем пневмопилиндр освобождает цанговую втулку для съема обработанной гильзы с конца
гошпиндельной силовой головкой и соответственно-:Многоместным приспособлением.
ПреДмет изобрете и и я
Агрегатный станок с силовой головкой для расточки гильзы блока цилиндров, установленной в приспособлении с гидрозажимом, отличающийся тем, что, с целью обеспечения непрерывной последовательности операций ра275652
сточки гильзы при прямом ходе силовом головки и фасонной обточки поверху при обратном ходе, в шпиндель силовой головки встроен механизм зажима гильзы по внутреннему диаметру, выполненный в виде цанги с управляющим пневмоцилиндром, а на неподвижной части приспособления установлен поперечный суппорт с резцом, связанный со скользящей копирной линейкой, управляемой ходом СИЛОВОЙ головки.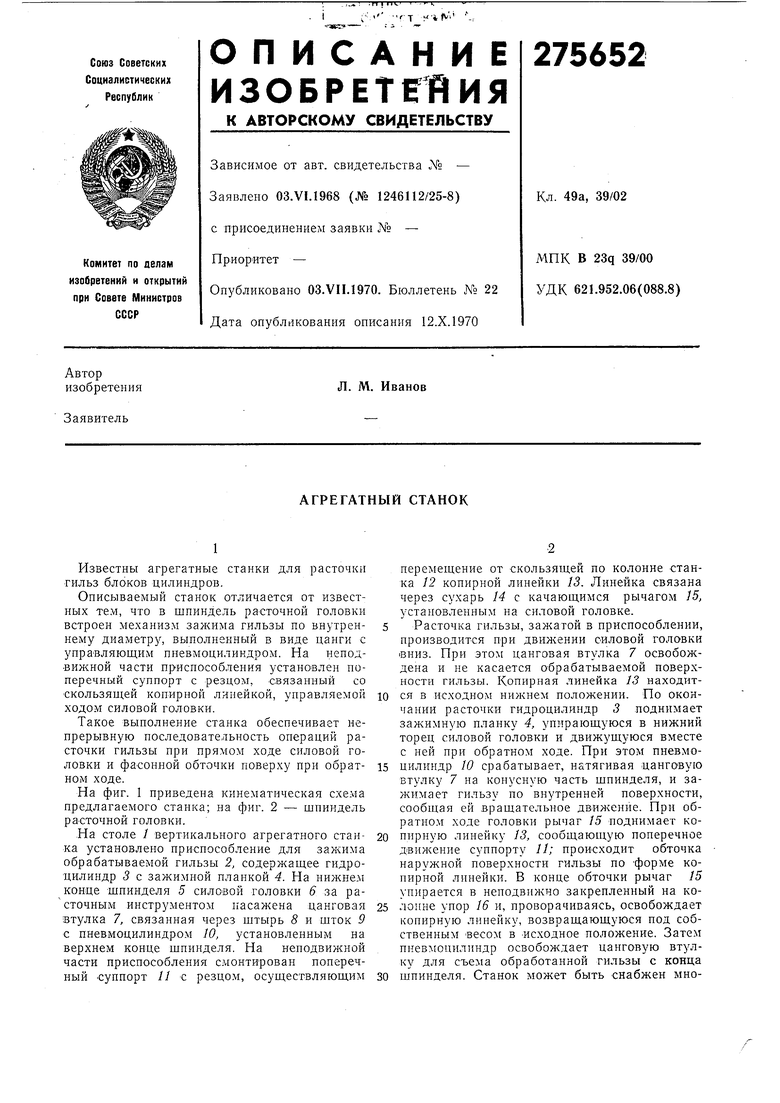
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| Станок для изготовления гладких бус | 1977 |
|
SU768650A1 |
| Гибкая линия для механической обработки деталей типа станин электродвигателей | 1988 |
|
SU1701484A1 |
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Способ обработки деталей типа поршней и автоматическая линия для его осуществления | 1987 |
|
SU1530413A1 |
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Токарно-расточносверлильный агрегат | 1938 |
|
SU60632A1 |
70
72
Фиг 7
