Известен способ разбортовки отверстий в
плоских криволинейных заготовках или в дне полых деталей, производимой за счет растяжения металла. Недостатком этого способа является то, что при его и:спользовании допустима малая степень деформации заготовки (особенно для .малопластичных металлов), что ограничивает возможности получения деталей с высокими бортами, замены многопереходной вытяжки однопереходной разбортовкой при изготовлении деталей с разбортовкой и широким фланцем. Увеличение степени деформации ограничивается опасностью разрушения материала ло кромке отверстия.
По предлагаемому способу увеличение степени допустимой деформации достигается путем создания -сжимающих напряжений на
кромке отверстия в направлении, параллельном оси отверстия.
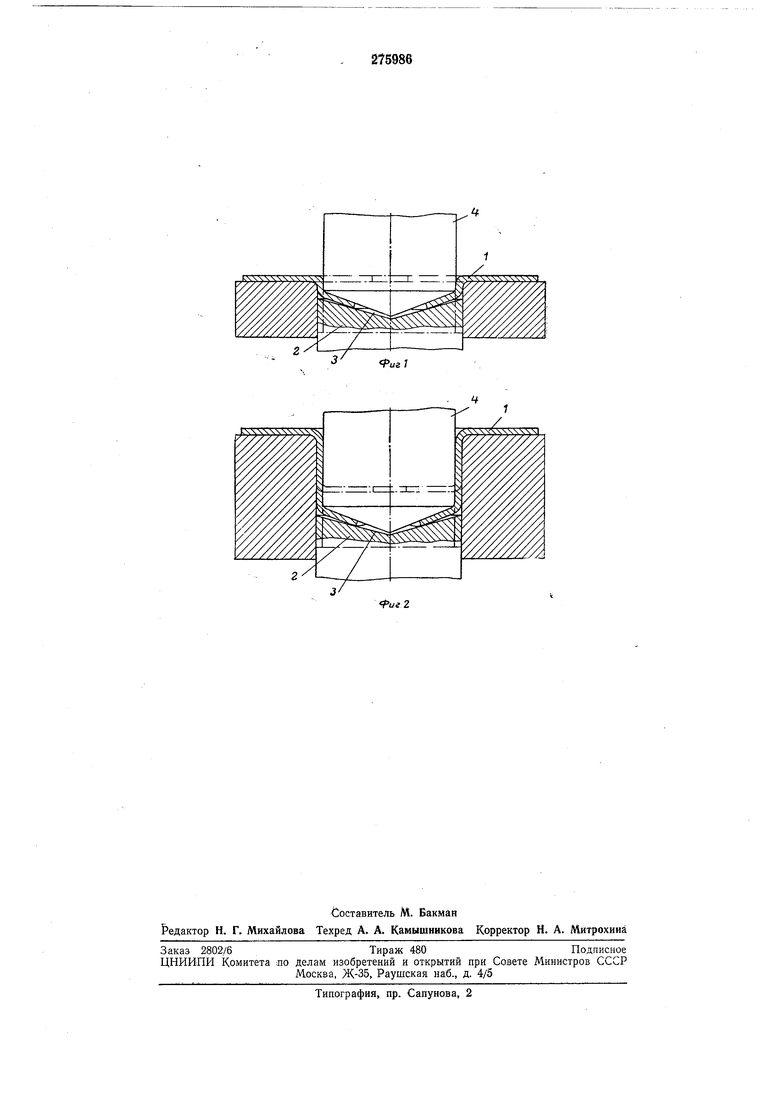
На фиг. 1 показана схема разбортовки отверстия IB плоской заготовке; -на фиг. 2 - то же, в дне полой детали.
Сжимающие напряжения создают, воздействуя буферами -на заготовку / при помощи выталкивателя 2, имеющего коническую полость 3 с углом конуса при вершине, нескольКО большим, чем угол при вершине конусд пуансона 4.
Предмет изобретепия
Способ разбортовки отверстий, отличающийся тем, что, с целью увеличения степени
допустимой деформации, на кромку отверстия
накладывают сжимающие напряжения, п раллельные оси отверстия.
us7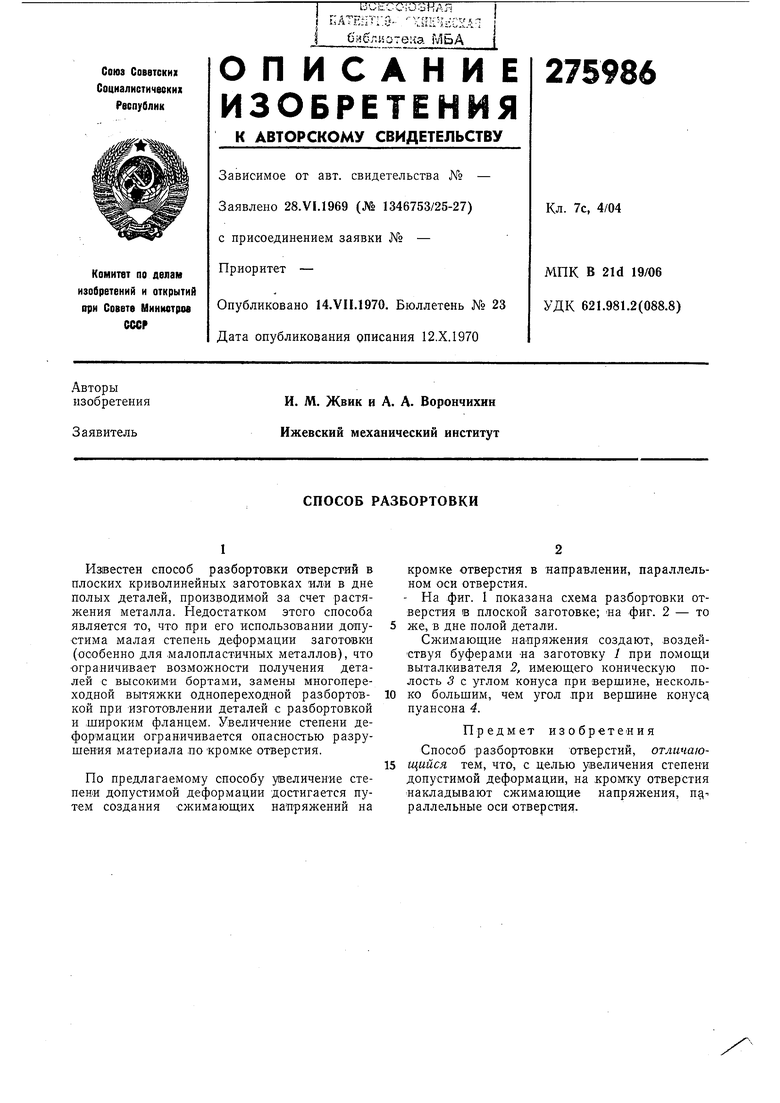
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| Способ изготовления деталей с центральным отверстием | 1982 |
|
SU1146126A1 |
| Устройство для раздачи тонкостенных конических оболочек | 1978 |
|
SU735358A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| Способ изготовления трубчатых деталей с фланцем и устройство для его осуществления | 1984 |
|
SU1225648A1 |
| Штамп для разбортовки полых деталей | 1979 |
|
SU814517A1 |
| Штамп для раздачи тонкостенных оболочек | 1979 |
|
SU772651A1 |
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2016691C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Способ штамповки полуторовых деталей | 1983 |
|
SU1162525A1 |