Изобретение относится к средствам автоматизации и механизации в машиностроении и кузнечно-прессовом производстве.
Известная грейферная подача, содержащая перемещающиеся в направляющих грейферные линейки с закрепленными в них зажимными губками, не позволяет проводить операции кантовки заготовки, необходимой по технологическому процессу для изготовления некоторых деталей.В предложенной грейферной подаче обеспечена возможность поворота заготовки на требуемый угол при перемещении последней. Для этого зажимные губки соответствующей позиции закреплены на размещенных в линейках осях и снабжены пальцами, взаимодействующими лри рабочем ходе линеек с установленными на неподвижном основании упорами, обеспечивающими поворот осей, причем оси снабжены пружинами возврата их в исходное положение после поворота.
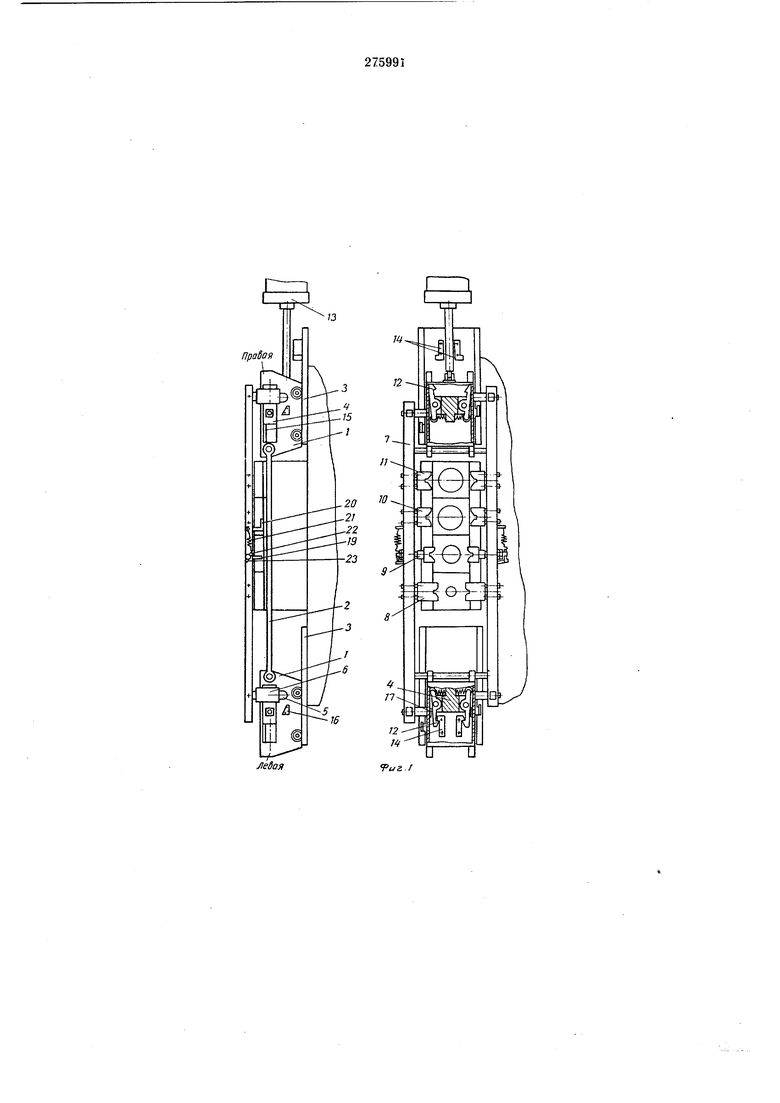
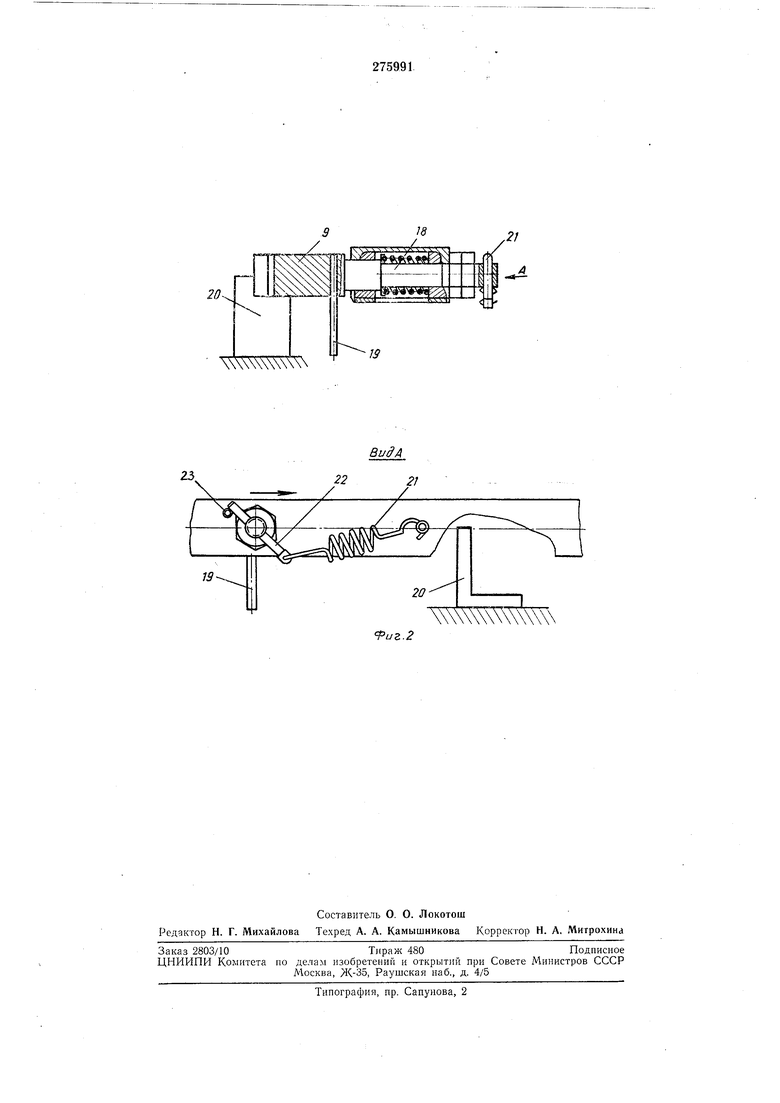
На фиг. 1 изображена описываемая грейферная подача; на фиг. 2 - зажимные губки, перемещающие заготовку на щаг подачи и осуществляющие поворот ее на требуемый угол.
Грейферная подача состоит из ведущих кареток }, соединенных между собой тягами 2, Движущихся возвратно-поступательно по направляющим 3, и ведомых кареток 4, размещенных внутри кареток 1. Ведомые каретки
соединены между собой при помощи подпружиненных пальцев 5, установленных в колонках 6 грейферными линейками 7, несущими на себе четыре пары зажимных губок 8-11.
Ведомые каретки снабжены двумя парами подпружиненных крючков (двуплечих рычагов) 12 для фиксации и расфиксации ведомых кареток. Привод грейферной подачи осуществляется ири помощи пневмоцилиндра 13.
При движении штока нневмоцилиндра вправо ведомые каретки остаются неподвижными, так как левая каретка цепляется за упоры 14, установленные жестко на прессе, подпружиненными крючками 12, а правая жестко связана с левой грейферными линейками. В это же время ведущие каретки движутся вправо, и копиры 15, укрепленные на ведущей каретке, сводят грейферные линейки с губками и захватывают заготовку. При дальнейше.м движении ведущих кареток копиры 16 поднимают пальцы 5 с укрепленными на них грейферными линейками. Происходит подъем заготовки.
После подъема заготовки копиры 17, укрепленные на ведущей каретке, отжимают крючки 12 и расфиксируют левую каретку 4. Каретки / и движутся вместе на шаг подачи. В конце хода происходит фиксация правой ведомой каретки.
При двинсении штока пневмоцилиндра 13 влево ведомые каретки 4 остаются неподвижными.
Ведущие каретки 1 движутся влево, и пружины, установленные в колонках 6, опускают пальцы 5 с укрепленными на них грейферными линейками - заготовка опускается. При дальнейшем движении ведуш,их кареток происходит разведение грейферных линеек с губками, после чего копиры 16 разжимают крюки 12 правой ведомой каретки 4, ведуш,ие и ведомые каретки движутся вместе на шаг подачи влево - грейферная подача приходит в исходное положение.
Включается муфта пресса, и происходит осадка заготовки. Затем дается команда на работу грейферной подачи, и губки 9, укрепленные на подвижных осях 18, переносят осаженную заготовку на позицию окончательной штамповки. В конце шага, подачи пальцы 19, укрепленные на указанных осях, контактируя с упорами 20, укрепленными на штампе, поворачивают губки с заготовкой на некоторый угол.
При движении ведуших кареток влево из крайнего правого положения грейферные линейки спускаются, и пальцы 19 производят окончательный поворот губок (например, до 90°). При дальнейшем движении ведуших кареток грейферные линейки с укрепленными в них губками расходятся, заготовка ложится в полость штампа. При полном разведении линеек пальцы 19 соскакивают с упоров 20, и пружины 21, укрепленные одним концом на грейферных линейках, а другим на рычагах 22,
поворачивают оси с укрепленными на них губками до упоров 23 ограничения поворота и приводят их в исходное положение. При дальнейшем движении ведуш,их кареток влево копиры 17 разжимают крючки 12 правой каретки и .вместе с ведуш,ими каретками движутся на шаг подачи влево.
Включается муфта пресса, происходит штамповка. После штамиовки срабатывает нижний
выталкиватель пресса, выталкиваюидий залипшую отштампованную деталь из полости штампа, и возвраш,ается в исходное полол ение.
Дается команда на работу грейферной подачи. Цикл повторяется. Отштампованная деталь
вынимается из полости штампа губками 10 и подается на обрезку облоя. После этой операции губки 11 переносят готовую деталь на транспортер.
Предмет изобретения
Грейферная подача к многопозиционному прессу, содержащая перемещающиеся в направляющих грейферные линейки с закрепленными в них зажимными губками, отличающаяся тем, что, с целью обеспечеиия поворота заготовки на требуемый угол при перемещении ее, зажимные губки соответствующей позиции
закреплены на размещенных в линейках осях и имеют пальцы, взаимодействующие при рабочем ходе липеек с установленными на неподвижном основании упорами, обеспечивающими поворот осей, снабженных пружиналш
возврата их в исходное полол ение.
Левая
| название | год | авторы | номер документа |
|---|---|---|---|
| Грейферный подающий механизм к многопозиционному прессу | 1979 |
|
SU897349A1 |
| Грейферная подача | 1959 |
|
SU132053A1 |
| Грейферное устройство для перемещения штучных заготовок между рабочими позициями многопозиционного штампа | 1990 |
|
SU1731373A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1989 |
|
SU1706764A1 |
| Грейферное подающее устройство к многопозиционному прессу | 1987 |
|
SU1547926A1 |
| Многопозиционный пресс для штамповки деталей | 1988 |
|
SU1542670A1 |
| Грейферное подающее устройство | 1987 |
|
SU1438892A1 |
| Грейферное устройство для подачи заготовок в пресс | 1985 |
|
SU1260083A1 |