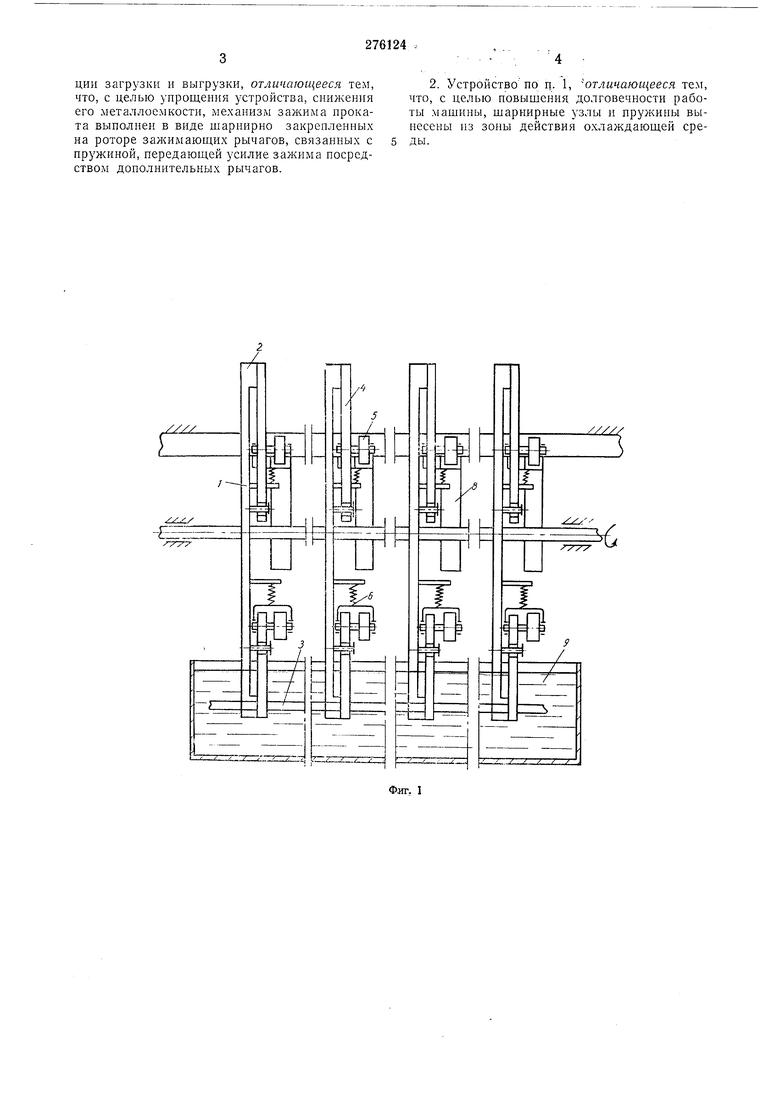
Известно устройство для охлаждения проката, содержащее закалочный бак, транспортирующий ротор с механизмом зажима проката и копирами, установленными на позиции разгрузки и выгрузки, управляющими работой ме 5анизма зажима. Основным недостатком известного устройства является сложность конструкции, большое количество шарниров и рычагов, передающих усилие зажима на охлаждающий прокат. В предлагаемом устройстве этот недостаток устранен благодаря тому, что механизм зажима выполнен в виде шарннрно закренленных на роторе зажимающих рычагов, связанНых с пружиной, передающей усилие зажима, посредством дополнительных рычагов. На фиг. I изображено предлагаемое устройство; на фиг. 2-поперечный разрез его. Устройство содержит основные узлы: вращающийся от привода ротор / с дисками, захваты 2 на дисках для размещения прутков металла 3, шарнирно закрепленные на дисках пружины 4 с роликами 5, прулсинами 6 и рычагами 7, раму с копирами 8, бак 9 с жидкой средой. ты 2 вращающихся дисков и прижимают к захватам с помощью подпружиненных прижимов 4. Темп подачи прутков к устройству должен быть согласован со скоростью вращения дисков. Металл, закрепленный в зажимах, перемещается вместе с дисками через охлаждающую среду. Время пребывания металла в жидкой среде может регулироваться или уровнем жидкой среды в ванне, или скоростью вращения дисков, которая зависит от темпа поступления прутков в устройство. В момент загрузки или выгрузки Прутков металла из устройства зажимы, вращаясь вместе с дисками, подходят к копирам S, а ролики 5 находят на копиры, и благодаря шарн 1рному закреплению прижимы 4 отходят от захватов 2, освобождая место для загрузки или выгрузки прутков металла. При разгрузке освобожденный от зажимов металл соскальзывает иод действием собственного веса с захватом н с помощью известных разгрузочных мexaниз roв отправляется па дальнейшую обработку. Предлгет изобретения
цин загрузки и выгрузки, отличающееся тем, что, с целью упрощения устройства, снижения его металлоемкости, механизм зажима нроката выполнен в виде шарнирно закрепленных на роторе зажимающих рычагов, связанных с пружиной, передающей усилие зажима посредством дополнительных рычагов.
2. Устройство по п. 1, отличающееся тем, что, с целью повышения, долговечности работы машины, шарнирные узлы и вынесены из зоны действия охлаждающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| Устройство для горячей навивки пружин из прутка | 1988 |
|
SU1542678A1 |
| НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1971 |
|
SU418289A1 |
| Устройство для изготовления и надевания чехлов на конденсаторы | 1985 |
|
SU1372394A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU795760A2 |
| УСТАНОВКА ДЛЯ ТЕРМОУПРОЧНЕНИЯ МЕРНОГО СОРТОВОГОПРОКАТА | 1969 |
|
SU235791A1 |
| Штамп для резки проката | 1981 |
|
SU967694A1 |
| ГИБОЧНО-ЗАКАЛОЧНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ РЕССОР | 1973 |
|
SU376461A1 |