Известен автооператор для загрузки и разгрузки металлорежущих станков заготовками типа колец, содержащий лоток, смонтированный на кронштейне, упор для отсекания транспортируемых заготовок и конечные выключателн. Лоток выполнен неподвижным и снабжен дополнительными механизмами для загрузки и разгрузки станка, что усложняет конструкцию автооператора.
Предложенный автооператор отличается от известного тем, что его лоток выполнен поворотным в плоскости качения заготовок, установлен консольно на кронштейне при помощи шарнира и снабжен пневмоприводом его поворота, взаимодействующим с конечными выключателями. Такое выполнение автооператора упрощает его конструкцию.
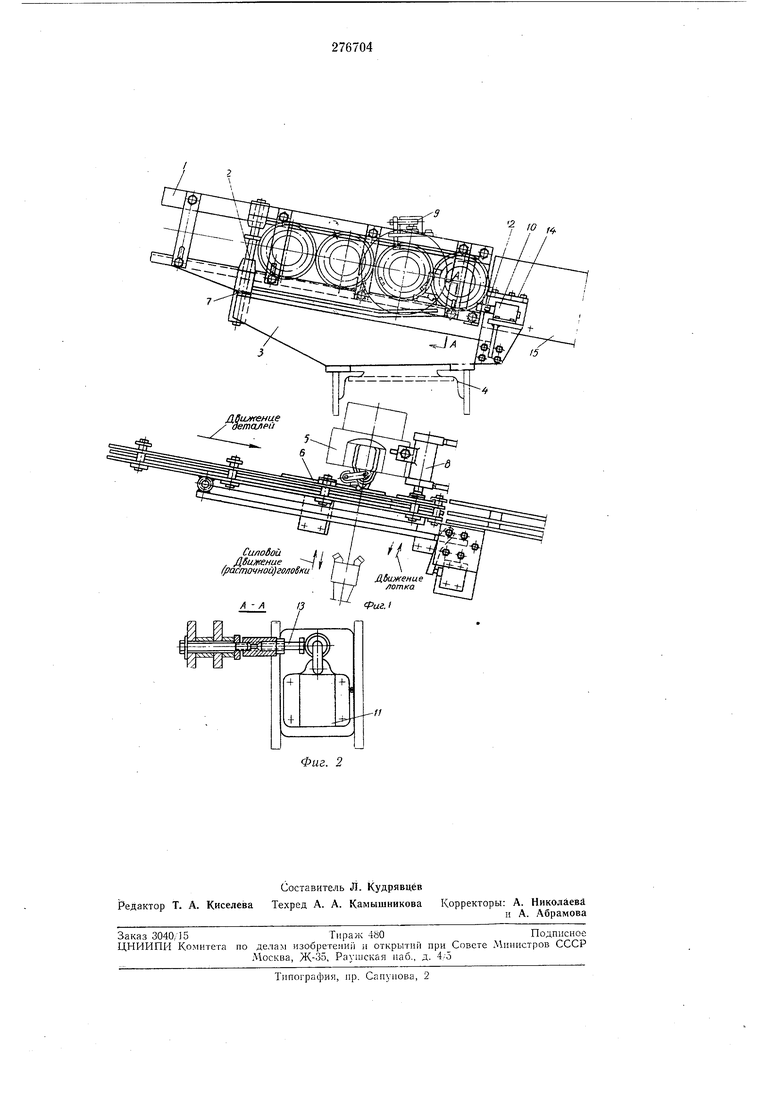
На фиг. 1 изображен предлагаемый автооператор, две проекции; на фиг. 2-конечный выключатель с упором.
Лоток / автооператора установлен на оси 2. Ось с.монтирована под углом к базовой плоскости кронштейна 3, который крепится на станине 4 станка таким образом, чтобы базовый торец зажимного приспособления 5 совпадал с торцол лопаток обрабатываемой детали 6, вложенной в лоток /. По высоте последний регулируется при помощи колец 7, прикрепленных шарнирно сбоку к стойке приспособления 5. Шток цилиндра 8 пневмопривода связан с
лотком / щарнирно, что допускает некоторые перекосы.
Для автоматической работы лотка / предусмотрены конечные выключатели 5-//с рычагом 12, регулирующий упор 13 и кронштейнупор 14, прикрепленный к кронштейну 3.
В рабочем положении лотка / его продолжением будет отводящий лоток 15.
Работа устройства производится как на автоматическом, так и на ручном режимах.
В исходном положении лоток / подведен к зажимному приспособлению 5 нри выключенном электропитанин. В этом положении детали 6 закладываются в лоток / до полной его загрузки.
При включении станка срабатывает пнсвмоклапан, питающий пневмоцилиндр 8, шток которого отводит лоток / от зажимного приспособления 5 в крайнее ноложенне. Детали б, вложенные в лоток/, скатываются вниз до упора 14, нажимая нри этом через рычаг 12 на конечный выключатель 10, который даст команду на обратный ход лотка /. Нижняя деталь нри этом упирается в упор 14 и удерживает все следующие за ней детали.
Упор 14 регулируется таким образом, чтобы вторая от него деталь точно надевалась на кулачки приспособления 5.
}3 нажмет на конечный выключатель П, который дает команду на зажим кулачков приспособления 5. При зажиме детали 6 лоток все время прижимает ее к приспособлению, чем доводит деталь до базового торца. В конце зажима кулачок приспособления 5 нажимает коиечпый выключатель 9, который дает команду на ход силовой (расточной) головки, т. е. на обработку детали.
В это время нижняя деталь 6 сходит е кронштейна-упора 14 и скатывается в отводной лоток 15.
После обработки детали 6 и отхода силовой головки в исходное положение дается команда па разжим приспособления 5 и одновременно - на отвод лотка /, нри этом обработанная деталь снимается лотком / с кулачков ириспособлеиия 5, и весь цикл повторяется автоматически.
По мере обработки деталей лоток / периодически пополняется заготовками. В случае непопадания кулачков приснособления 5 между лонатками турбинки детали 6 (упор лопаток в кулачки) лоток У не дойдет до нужного положения и не конечный выключатель п. Для этого случая в электрической схеме предусмотрен принудительный отвод лотка / в крайнее положение от приспособления 5, а затем снова подвод. При этом происходит встряхивание обрабатываемых деталей и некоторый их поворот. Такое движение может повториться несколько раз до тех пор, пока деталь 6 не займет нужное положение.
Конечные выключатели 9 я 10 являются одновременно блокировочными, т. е. лри их несрабатывании дальнейший цикл работы прекращается.
Предмет изобретения
Автооцератор для загрузки и разгрузки металлорежуших станков заготовками типа колец, содержаш,ий лоток, смонтированный на кронштейне, упор для отсекания транспортируемых заготовок И конечные выключатели,
отличающийся тем, что, с целью упрощения конструкции автооператора, его лоток выполнен поворотным в плоскости качения заготовок, установлен консольно на кронштейне при помоши шарнира и снабжен пневмоприводом его поворота, взаимодействующим с копечными выключателями.
СипоВой
lu/jooou11
Дбимение i Дбимение
tnrmnuHnri ntiftKtfit 1расточнои)гот6ки
А -
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТООПЕРАТОР ДЛЯ ЗАГРУЗКИ И РАЗГРУЗКИ ДЕТАЛЕЙ12 | 1969 |
|
SU258003A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Автооператор для горизонтальных многошпиндельных токарных станков | 1980 |
|
SU882724A1 |
| Загрузочно-разгрузочное устройство | 1981 |
|
SU986712A2 |
| Автоматическая линия | 1975 |
|
SU547327A1 |
| Загрузочное устройство | 1985 |
|
SU1298038A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU524675A2 |
| Загрузочно-разгрузочное устройство | 1982 |
|
SU1068262A1 |
| Автооператор | 1969 |
|
SU344701A1 |