Изобретение относится к средствам механизации для контактной стыковой сварки груб.
Известно устройство для автоматической подачи длинномерных цилиндрических изделий в зону обработки. Недостатком этого устройства является то, что оно обеснечивает только подачу детали в рабочую зону.
Целью изобретения является создание устройства, которое обеспечило бы одним двп/кением нодачу труб-заготовок под стыковую сварку в машину и съем сваренных труб на стеллаж готовой продукции.
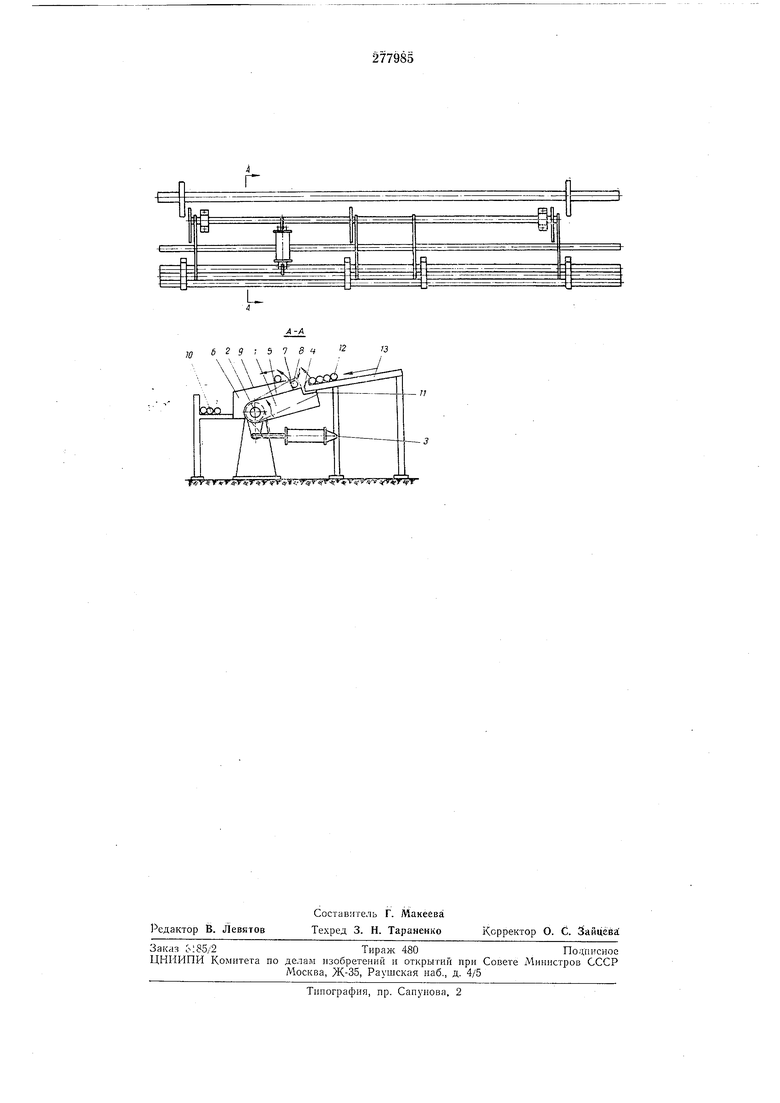
На чертеже изображено устройсгво, общий вид с разрезом по А-А.
Устройство состоит из двух ступенчатых рычагов 1, соединенных общим валом 2, приводимым в движение пневмоцилиндром 3, упора 4, скатовая поверхность которого скошена в сторону скатовой новерхности 5 рычагов, и упора 6, рабочая поверхность 7 которого смещена относительно ступенек рычага на расстояние, большее чем диаметр заготовки, яние, большее чем диаметр заготовки.
Устройство работает следующим образом.
При повороте вала 2 рычаги скатовой поверхностью нрднимают сваренную трубу 5, находящуюся на рольганге машины. Трубы по
скатовой поверхности 9 упора попадают на стеллаж 10 готовой продукции. Этим же движением рычаги нижними выступами 11 снимают трубу-заготовку 12 со стеллажа-накопи-, теля 13. При опускании рычага в исходное положение трубы-заготовки скатываются по скошенной поверхности упора 4.
Предмет изобретения
Устройство для подачи длинномерных цилиндрических деталей, содержащее установленный на неподвижном основании стеллажнакопитель со скатом, упор для удержания заготовки, имеющий скатовую поверхность, и
ступенчатый рычаг для скатывания заготовок с рабочей позиции, шарнирно установленный на основании и связанный с приводом поворота, отличающееся тем, что, с целью увеличения производительности путем одновременного съема предыдущей детали с рабочей позиции, скатовая поверхность упора выполнена скошенной в сторону скатовой поверхности рычага, служащей ее нродолжением, нри этом основание снабжено вторым упором, рабочая поверхность которого смещена относительно ступеньки рычага на расстояние, больщее диаметра заготовки.
гВ&
Sfc
L
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ИЗДЕЛИЙ | 1971 |
|
SU314612A1 |
| Линия для изготовления змеевиков | 1979 |
|
SU961816A1 |
| Трубоукладочная баржа с трубосварочным комплексом | 1984 |
|
SU1327403A1 |
| УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ^~ Пг^ r.:,'-'4^if)'^ij д еч;.,» V.-:-, V,.' -^ ..,..' v^t I-, /tt ^ш^тШ'1^:ту^т^,БИБЛИОТЕКА | 1971 |
|
SU305977A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Машина для сварки трением | 1986 |
|
SU1400826A1 |
| Поточная линия для безотходной заготовки мерных цилиндрических изделий | 1990 |
|
SU1801717A1 |
| Устройство для поштучной подачи прямоугольных заготовок | 1980 |
|
SU910519A2 |