Известна авто:магическая линия для отливок, включающая формовочные машины, кантователи seipXHH.x .и Иижви.ч пол|уфор1М, залиВОЧ1НЫЙ агрегат, раопаровщик залитых оно и транспортное устройство с толкателями. Изготовлеииые на этой линии отливки очищают все ЛИНИЙ от фррмовоч:ной смеси, охлаждают до комнатной температуры с последующей траисп:0)р тировкой их в те1р:мический цех.
Предлагаемая айтоматическая линия для производства то1н:ко1стенных литых деталей отличается тем, что между заливочным агрегатом и выбивным устройством установлена закалочная ванна, которая pacнOv oжeнa иод кантователем нижних полуформ и снабл ена траиопортером, выгружающнм детали ;из ванны И передающим их 1на сбор.ку. Такая линия иозволит иолучать закалеияые детали нено-средстванио после выемки их из литейной формы без дополнительного яалрева.
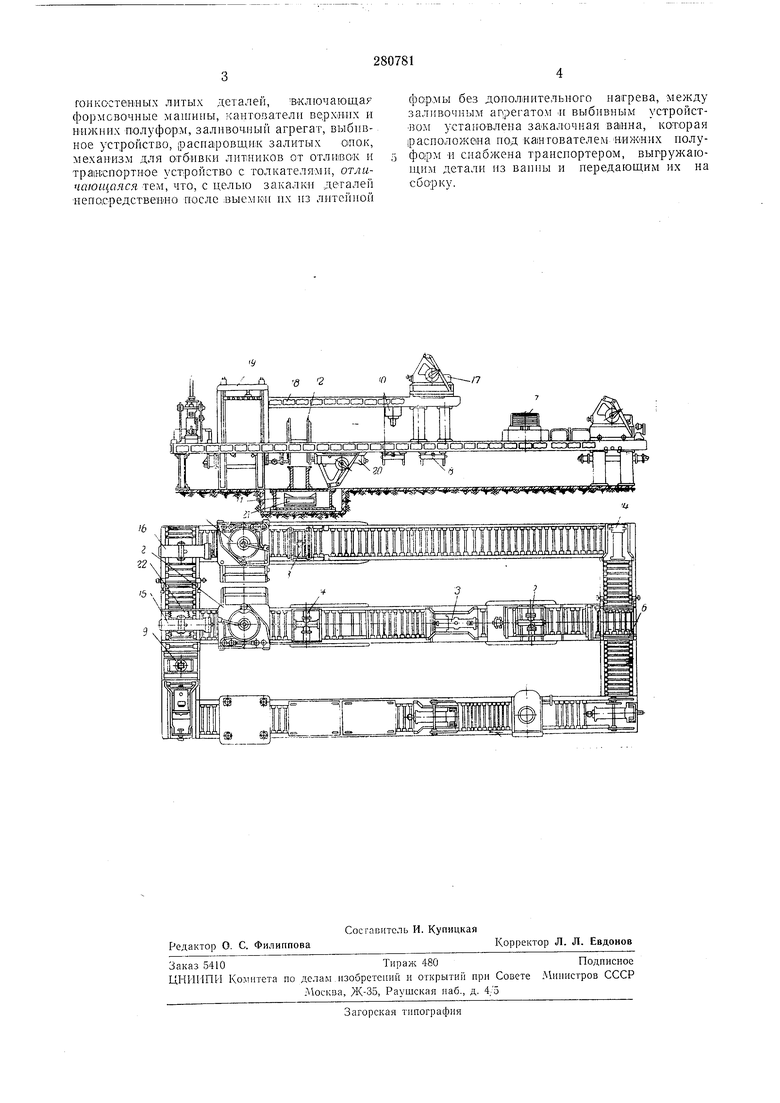
Па че ртеже схематично иредставлена линия.
Автоматическая линия включает формовочные агрегаты / 1и 2, кантователи 3, 4, и 5, полуфО(р-м сборщик 6, заливочиый агрегат 7, распаровщик 8 залитых ф;арм, выбивное устройство 9 и механизм 10 для отбивки литников. Меж,ду агрегатом 7 :И выбивным устройством устаиовлена закалочная ванна 11, которая расположена под кантователем 2 нолуформ.
Линия работает следующим образом. 13 н ижние 14 OHOKIH толкателяMill 15 и 16 направляются в формовочные агрегаты / к 2. Кантователн 3-5, переворачивают полуформу для контроля их качества, простановки стерж-ней и сборки. Сборщик 6 собирает полуформы, которые поступают на заливоч1НЫЙ агрегат. Залнтые формы направляются к распаровнхику 8. Верхняя пол}фор,ма с помощью толкателя 17 и неприводного рольгаига 18 направляется к сборщику 19. онока с |НаходящеЙ СЯ в ней отливкой направляется к механизму 10 для отбивкн литников. Толкателем 20 полуформа направляется в кантователь 12, который переворачивает нилчнюю полуформу, и отливка надает в ванну 11 с холодной проточной водой. Ваниа // расположена под кантователем 12 нилданх полуформ iH снабжена пластинчатым трансиортером 21. который выгрул ает охлажденные и очищет; пые отливки нз ванны и передает их 1на конт(роль и сборку. Сборщик 19 собирает иолуформы, н устройство 9 выдавливает нз ,них формовочную смесь. Далее распаровщ ик 22 разбивает опоки, и цикл повторяется.
гонкостеиных литых деталей, включающая формовочные машины, Сантователи верхиих и н ижних полуформ, заливоч.ны агрегат, выбивное устройство, |расг1а ровщи;к залитых опок, механттзм для отбивки литников от отли1ВО К и трастспортиое устройство с толкателями, отличающаяся тем, что, с целью закалки деталей непосредствеННо после БЫСМКИ их из литейной
формы без допол1нительного нагрева, между зал1 воч11ым агрегатом и выбивным устройством установлеиа закалочная ваина, которая расположена под кангователем «иж«их гюлуформ и снабжена трансиортером, выгружающим детали из ваииы и передающим их на сборку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для производства термообработанных литых деталей | 1980 |
|
SU876294A1 |
| Автоматическая литейная линия | 1981 |
|
SU1018799A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Литейная линия | 1983 |
|
SU1235654A1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Автоматическая литейная линия | 1987 |
|
SU1447567A1 |
| Автоматическая линия изготовления форм | 1977 |
|
SU670383A1 |
| Автоматическая литейная линия | 1988 |
|
SU1533833A1 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |
| Автоматическая литейная линия | 1988 |
|
SU1567322A1 |