1
Изобретение относится к области котлостроения, а именно к изготовлению теплообменной аипаратуры, в частности, змеевиков. Для подбора комплектов труб при навивке змеевиков выбирают по длинам лишь те трубы, стыки которых при изготовлении длинномерной плети располагаются вне зоны запрета (участки трубы, подвергающиеся изгибу, с примыкающими к ним линейными участками длиной 100-150 мм). Для решения этой задачи обычно применяют арифмометры, на которых производят расчет на выбор труб различной длины. В случае неудачного подбора, когда стык при расчете попадает в зону запрета, осуществляют перерасчет, пользуясь другим набором труб.
Недостатками арифмометров являются длительность процесса подбора и частые ошибки, приводящие к перерасчетам.
Цель изобретения - упрощение процесса комплектования длинномерной плети с учетом зоны запрета образования стыков. Это достигается тем, что устройство выполпено в виде корпуса, снабженного органами проектирования с механизмами для установки их в исходиое положение и экраном для воспроизведения отрезков, пропорциональных длинам исследуемых труб и параллельных друг другу, монтируемой иа корпусе подвижной каретки, оборудовашюй прозрачным планшетом с
онами запрета, расположениыми перпендиулярно горизонтальной оси устройства на расстоянии, соответствующем щагу змеевика, и движка, подвижно установленного на каретке, имеющей прозрачный планшет с визирными линиями, размещенными параллельно зонам запрета также на расстоянии шага змеевика.
Кроме того, для создания универсальности устройства планшеты каретки и движка изготовлеиы съемными.
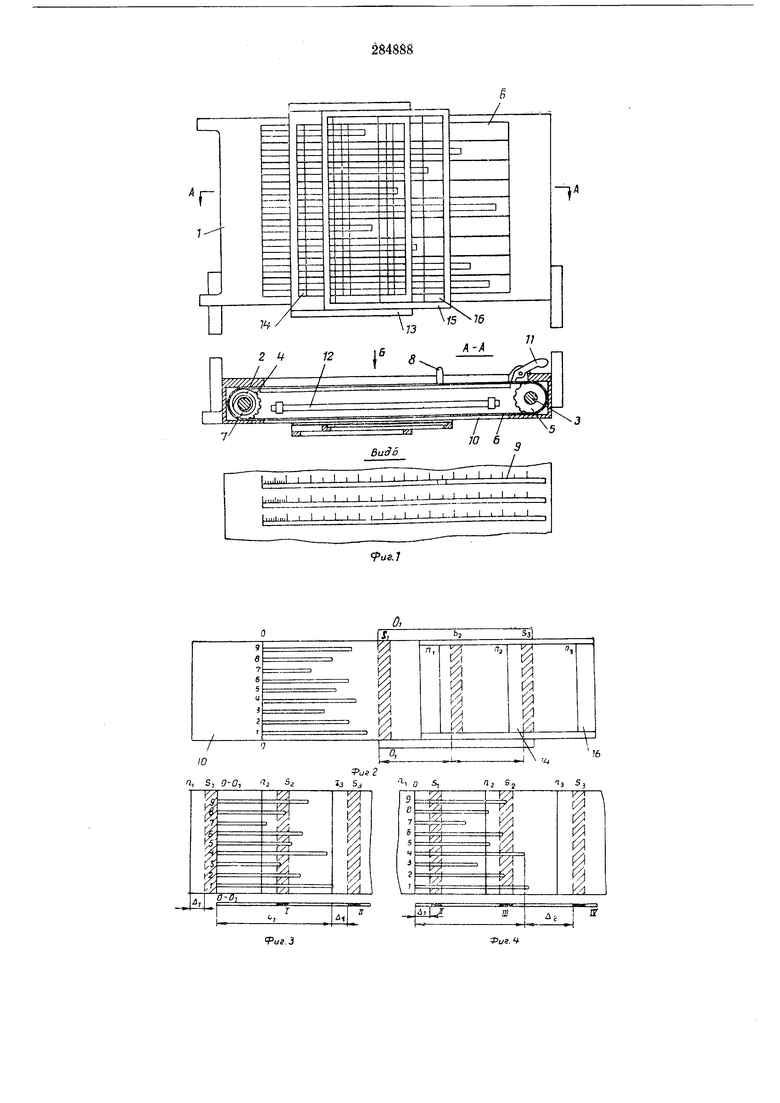
На фиг. 1 показано описываемое устройство; на фиг. 2 - схема рабочей части устройства; на фиг. 3 - схема расположения планщетов каретки и движка в начале процесса подбора; иа фиг. 4 - то же, в продолжении подбора.
Устройство состоит из корпуса /. внутри которого находятся неподвижные оси 2 и 3. На осях свободно посажены ролики 4 и 5. Каждый ролик снабжен зубцами, сцеиляемыми с отверстиями перфорации, выполненными на огибающих ролики бесконечных лентах 6, соединяющих иоиарно противоположиые ролики 4 и 5. Каждый ролик 4 имеет сппральиую нружииу 7. Один конец пружины скреилеи с этим роликом, а другой - с осью 2. Лента 6 оборудована новодком 8, помещенным в щель задней стенки корпуса /, иа которой расиоложены шкалы 9, иредназначеиные для отсчета
установки ленты 6. В каждой ленте 6 выполнена прорезь, начало которой в исходном нололсенни совмещено с левым краем экрана 10, смонтированного в корпусе 1.
В установленном ноложении лента б удерживается подиружкненной собачкой 11, зубец которой заскакивает в перфорационные отверстия ленты. Внутри корпуса 1 размещен осветитель 12, проектирующий на матовый экран 10 прорези лент 6 в виде световых полос с общим началом у левого края экрана. На передней напели корпуса ) в направляющих расположена каретка 13, несущая прозрачный планшет 14, на котором изображены затемненные полосы запретов. Расстояния между полосами запретов и ширина их вьшолнены в соответствии с масштабом уменьшения изображения заготовок труб. В каретке 13 в направляющих находится движок 15 с закрепленным на нем прозрачным планшетом 16 с визирными линиями, расстояние между которыми равно шагу между полосами запретов планшета 14.
С целью сообщения устройству универсальности планшеты 14 и 16 выполняют быстросъемнымн, а их количество соответствует количеству обрабатываемых змеевиков.
Устройство работает следующим образом.
Изображения длин заготовок воспроизводят на экране 10 в виде световых полос, для чего поводком 8 перемещают ленту 6 до установки поводка на соответствующем делении шкалы 9. При этом щель, выполненная в ленте 6, просвечиваемая осветителем 12, спроектирует на экрапе 10 световую полосу, длина которой пропорциопальна в уменьшенном масштабе длине заготовки. Собачка // удерживает лепту 6 в установленном положении, чем фиксирует изображение других заготовок. Число подлежащих анализу различной длины заготовок описываемым устройством не ограничивается и зависит от числа органов проектирования отрезков.
От общего начала отсчета О-О (см. фиг. 2) нанесены изображения заготовок 1, 2...9. Полосы запретов Si, 2, 5з и визирные линии /Zi, Па, Пз нанесены на соответствующих планшетах, при этом линия Oi-Oi является линией совменхения полосы запретов Si с началом отсчета.
Процесс нодбора производят в следующей последовательности.
С началом отсчета О-О (см. фиг. 3) совмещают линию Oi-О) полосы запретов Si. При
этом полосы запретов Si, Sa и 5з пересекут все световые отрезки на экране 10, визуально показывая, какие из заготовок попадают своими концами в иолосы запретов и, следовательно, не могут быть иснользованы в начале подбора. Из отрезков, удовлетворяющих требованиям, выбирают один (в данном случае), совмещают с его концом визирную линию Оз, которая отсечет па развертке змеевика (участок его нзображен на фиг. 3) отрезок LI с недостатком до зоны заиретов II отрезка Аь В этом положенин визирная линия «i установится от полосы запретов Sj на величине недостающего отрезка Д Затем каретку 13
вместе с зафиксированным на ней двинском 15 неремещают до совмещения визирной линии HI с началом отсчета О-О (см. фиг. 4). При этом полоса запретов Si располагается на расстоянии Д от начала отсчета, что является.
исходным положением для подбора очередной заготовки. Остальные полосы запретов Si и Sa исключают из наличиых заготовок неподходящие для С7ыковаиия заготовки. Вновь визуально определяют вторую заготовку (нанример JYo 4) совмещают визир Пз с ее концом, перенося тем самым недостающий отрезок за линию отсчета О-О (аналогично фиг. 3). В дальнейшем, повторяя суммирование отрезков друг с другом, выполняют подбор всего комплекта труб-заготовок.
Предмет изобретения
1.Устройство для подбора труб при изготовлении змеевиков, отличающееся тем, что, с
целью упрощення процесса комплектования длинномерной плети с учетом зоны запрета образования стыков, оно выполнено в виде корнуса, снабженного органами проектирования с механизмами для установки их в исходное иоложенне и экраном для воспроизведения отрезков, иропорциональных длинам исследуемых труб и параллельных друг другу, монтируемой на корпусе подвижной каретки, снабженной нрозрачным планшетом с зонами запрета, расноложепными перпендикулярно горизонтальной оси устройства на расстоянии, соответствующем шагу змеевика, и движка, подвижно установленного на каретке, снабженной прозрачным планшетом с визирными
линиями, расположенными параллельно зонам запрета также на расстоянии шага змеевика.
2.Устройство по п. 1, отличающееся тем, что, с целью создания универсальности, планшеты каретки и движка выполнены съемными.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сборки и сварки труб в плети для заготовок змеевиков с расположением сварных швов вне зон изгиба | 1982 |
|
SU1187941A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| Способ подбора трубных заготовок при изготовлении теплообменных змеевиков | 1987 |
|
SU1606229A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБНЫХ ИЗДЕЛИЙ И АВТОМАТИЗИРОВАННЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111103C1 |
| Автоматизированный технологический комплекс по производству оребренных трубных изделий | 1988 |
|
SU1532268A1 |
| ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1991 |
|
RU2011223C1 |
м.
Sj
