Изобретение предназначено для изготовле11}1я деталей обуви.
Известны каландры для изготовления деталей резиновой обуви, содержащие смонтированные на станине валки с приводом и системами нагрева и охлаждения, имеющие съемные профильные валки.
В известных каландрах операция съема и замены профильного валка требует iMHoro времени и осуществляется вручную.
Предлагаемый каландр дает возможность осуществить быструю замену профильного валка с использованием тельфера или иного подъемного механизма. Это достигается тем, что профильный валок установлен в перпендикулярных к направлению отбора каландрированного м,атер.иала проемах верхней части станины и снабл ен укрепленными на станине с возможностью поворота запорными устройствами, выполненными в виде нажимных винтов и траверс. Станина снабжена перемычками, отделяющими подщипники профильного валка от подщипников гладких валков, имеет вырезы, контактирующие с фигурными выступами траверс запорных устройств.
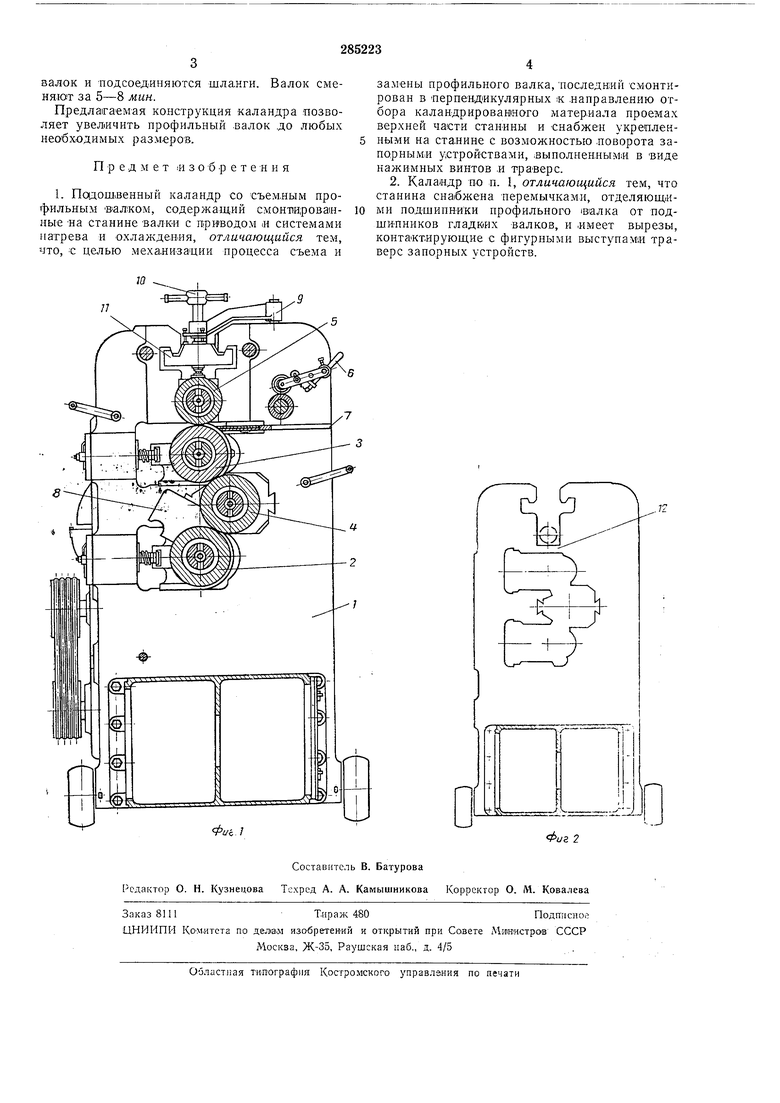
На фиг. 1 изображен каландр, вид сбоку; на фит. 2- станина.
Подощвейный каландр состоит из смонтированных -на старине 1 передвижных гладк1их валков 2 и 3. неподвижного валка 4 и профильного валка 5 с приводом и системами нагрева и охлаждения, устройст1ва 6 для срезания кромок, ножа 7 для отделения резино|Вой пластины от валка и стрелки 8. На станине /
с помощью поворотных рычагов 9 укреплены запорные устройства, выполненные в виде нажгимных ВИНТОВ 10 и траверс 11. Траверсы имеют возможность вертикально с.мещаться 01Т1НОсителыно рычагов 9 для обеопечен.ия необходимого ,их положения при контакте со станиной. Для обеспечения достаточной жесткости станина / снабжена перемычками У2 под подшипниками профильного валка. Запорные трЯВерсы 11 .имеют клиновидные выступы,
образующие при взаимодействии с фигурными
вырезами станины замок, воспринимающий
распорные усилия, возникающие при работе
каландра.
Для смены профильного вадка необходимо
отсоед-ИНить гибкие шланги для слива и падаЧ:И воды, отвернуть нажимные винты запорных устройств подшипников валка, отвести в стороны запорные траверсы. Валок с каландра снимается с помощью электротельфера или
иного Подъемного механизма. Снятый -валок устанавливается на свободное место стойки для храиевия валков, с нее же берется подогретый валок и устанавливается в пазы станины каландра. Затем подводятся рычаги запор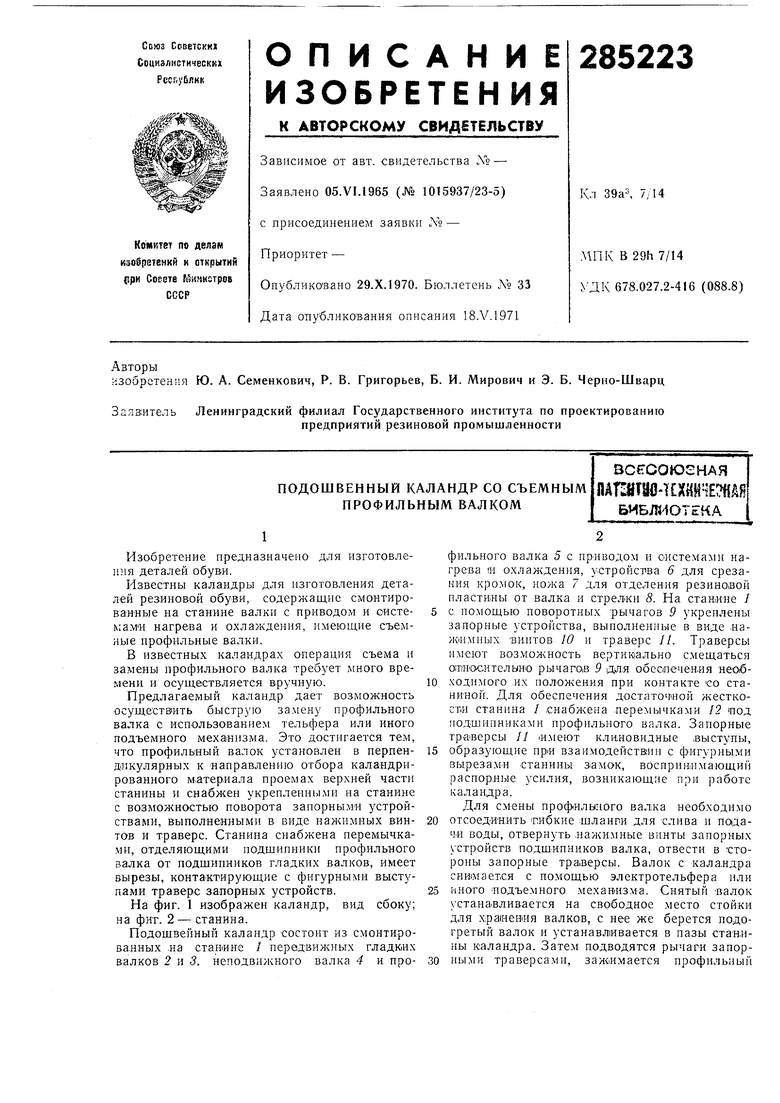
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422224C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422225C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| Рабочая клеть прокатного стана для изготовления профилей из полосовых заготовок | 1972 |
|
SU484025A1 |
| Станок для изготовления конических обечаек | 1977 |
|
SU732048A1 |
| Реверсивная клеть дуо для прокатки профилей | 1990 |
|
SU1838007A3 |
| Клеть формовочного стана | 1988 |
|
SU1590156A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1967 |
|
SU205790A1 |
| Валковая листогибочная машина | 1990 |
|
SU1750781A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
