Известно Загрузочно-раэгрузочное устройство для деталей типа колец к металлорежущим станкам, в частности, ic вращающимися суппортами, с закрепленными на последних механизмами загрузтаи и «съема, взаимодействующими с подающим .И вытускньш лотками.
Предложенное устройство отличается тем, что механизмы загрузки и съема выполнены в виде коробов с окнами для приема и отвода деталей, пр-ичем короб механизма загрузки имеет в лередней части наклонную поверхиость, развернутую ,к торцу щп.инделя станка на величину, необходимую для зацепления деталя со шпинделем, и заталкиватель с механизмом поступательного движения его вдоль оси шн-инделя, а короб механизма съема развернут к торцу Щпинделя на угол, необходимый для съема детали. Это позволяет упростить -его конструкцию.
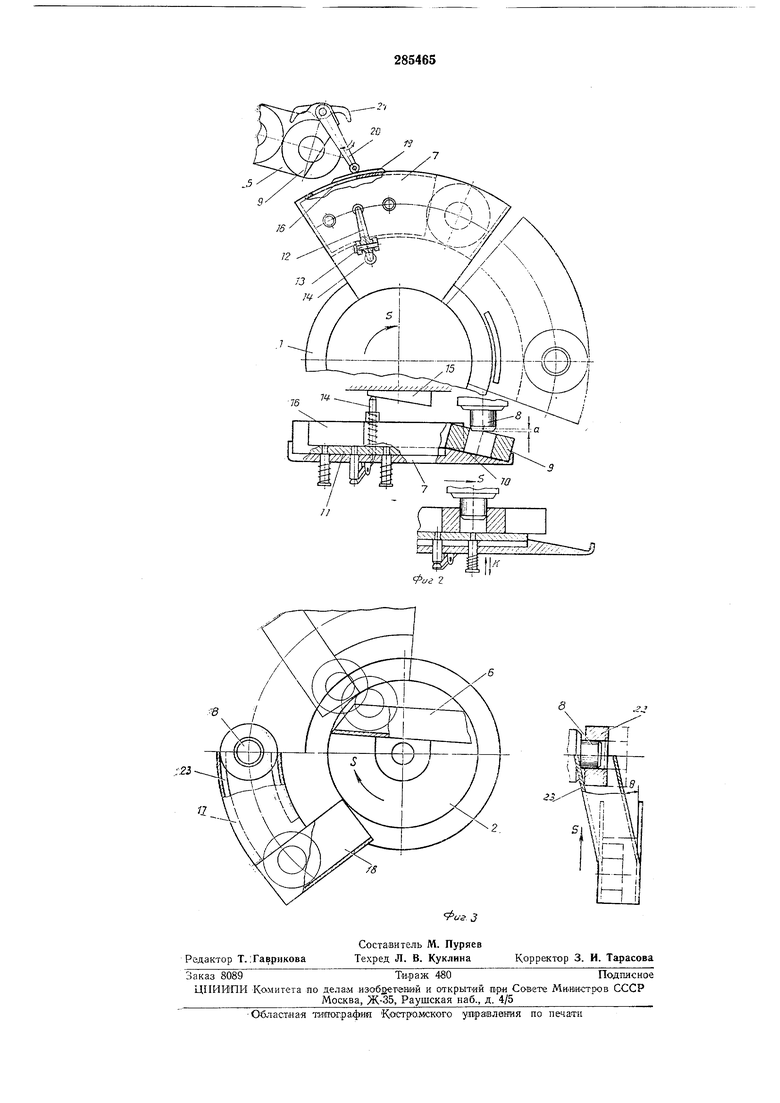
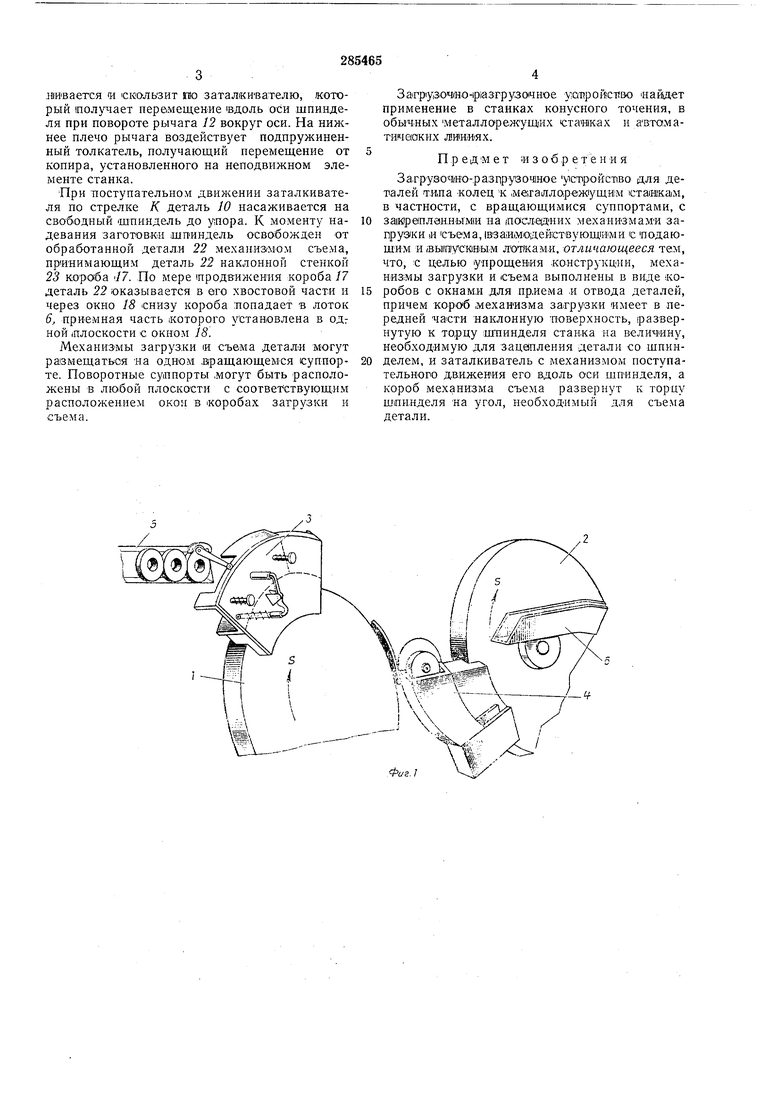
На фиг. 1 изобрал ено предложенное устройство, общий вид; на фиг. 2 - механизм загрузки деталей; на фиг. 3 - механизм съема деталей.
На вращающихся суппортах У и 2 установлен ,механ.изм загрузки 3 « механиз м съема 4 детали. Подающий лоток 5 .и выпускной лоток 6 установлены неподвижно. Механизм затрузки выполнен в виде короба 7, имеющего развернутую к торцу щпинделя 8 на величину а, необходимую для зацепления детали 9 со
щпинделем, наклонную поверхность 10. За на.клонной .поверхностью расположен заталкиватель 11, связанный через двуплечий рычаг 12, имеющий ось поворота 13 в :коробе 7, с нодпружиненньш толкателем 14, взаимодействующим с кониром 15, установленным на неподвижном элементе станка. В верхней части корюба 7 1Имеегая OKIHO 16, (райпошо-женное IB одной плоскости с сопрягаемой частью лотка 5.
Механизм съема выполнен в виде короба 17, развернутого к торцу щпинделя на угол, обеспечивающий съем об|работанной детали со щпиЕделя. Наиболее благоприятный угол зацепления детали со щпинделем лежит в пределах 10-15° (без зажлиииваотия, с доской на приемном конце щпинделя и в отверстии детали). .В хвостовой части короба /7 и.меется окно 18 для детали .в лоток 6, расположен в одной плоскости с окном.
При вращении суппортов 1 и 2 в направлении стрелки S к лотку 5 подходит механизм загрузки. При наезжании кулачка 19, укрепленного на коробе 7, на рычаг 20, связанный с отсекателем 21, из лотка 5 поступает деталь 9
в продолговатое окно 16. При дальнейшем повороте механизма загрузки деталь 9 выкатывается в переднюю часть короба «и устанавливается на наклонную пове,рхность под углом к тор:Цу щпинделя. Деталь 9 задерживается на
нивается « скользит ио заталкивателю, который пол чает перемещейие щдодь оси шпинделя при повороте рычага 12 вокруг оси. На нижнее плечо рычага воздействует подпружиненный толкатель, получающий перемещение от копира, установленного на неподвижном элементе станка.
При поступательном движении заталкивателя по стрелке К деталь 10 насаживается на свободный шпиндель до упора. К моменту надевания загоговк и шпиндель освобожден от обработанной детал.и 22 механизмом съема, принимающим деталь 22 наклонной стенкой 23 короба /7. .По мере 1продвижения короба 17 деталь 22 оказывается в его хвостовой части и через окно IS снизу короба :попадает в лоток 6, приемная часть которого установлена в одг ной (ПЛОСКОСТИ с окном 18.
Механизмы загрузки и съема детали могут размещаться иа одном вращающемся суппорте. Поворотные сзлпорты ,могут быть расположены в лю;бой плоскости С соответствующ-им расположением окон в Коробах загрузки и съема.
3airpyi3O4iHO-ipia3rpy3oi4Hoe уа-пройсиво «айдет применение в станках конусного точения, в обычных .металлорежущих стаеках и явтоматинеюких л И1и:« ЯХ.
Пред М е т и з о б р е те н и я
ЗагрузоЧ(НО-разлрузоч1ное у1СТ1ройст1ВО для деталей тила -колец -к. ,ме галлореж|ущи1м CTaiHKaiM, в частности, с вращающимися суппортами, с
за|К рвплвнным(и на лоследних механизма.МИ залруэки iH съема, |Вза и модействующ1ими с подающим и шыиусюеым лотками, отличающееся тем, что, с целью упрощения конструкции, механизмы загрузки и съема выполнены в виде коробов с окнами для пр.иема .и отвода деталей, причем короб механизма загрузки имеет в передней части наклонную поверхность, развернутую к торцу шпинделя станка на величину, необходимую для зацепления детали со шпинделем, и заталкиватель с механизмом поступательного движения его вдоль оси шпинделя, а короб механизма съема развернут к торцу шпинделя на угол, необходимый для съе.ма детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Автооператор | 1979 |
|
SU772809A1 |
| СТАНОК ДЛЯ ГОРЯЧЕЙ ЗАКАТКИ КОНЦОВ ТРУБЧАТЫХ ДЕТАЛЕЙ | 1971 |
|
SU411946A1 |
| Устройство для загрузки и разгрузки многошпиндельных токарных полуавтоматов | 1973 |
|
SU512024A1 |
| Токарный станок-автомат | 1984 |
|
SU1199459A1 |
| Устройство для загрузки и разгрузки токарного многошпиндельного станка | 1986 |
|
SU1340976A1 |
| Устройство съема и передачи деталей на токарном автомате | 1989 |
|
SU1712126A1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| Станок для расточки канавок во вкладышах подшипников | 1985 |
|
SU1247183A1 |