Известна прокатная клеть с четырехвалковым калибром, снабженная гидроцилиндром, установленным с передней стороны клети на стойке, связанной с клетью колоннами, несущими траверсу с пресс-штемпелем, которая соединена со штоком упомянутого гидроцилиндра для создания осевого подпора заготовки.
Предлагаемая клеть отличается тем, что.на траверсе жестко установлены продольные рейки, связанные с валками через системы зубчатых передач. Это позволяет согласовать скорости пресс-штемпеля и валков.
Для прокатки с передним натяжением от того же привода концы реек с задней стороны клети могут быть связаны траверсой, несущей захват, а зубчатые передачи могут быть выполнены со сменными шестернями. Для упрощения привода рейки целесообразно выполнить сдвоенными Г-образной формы.
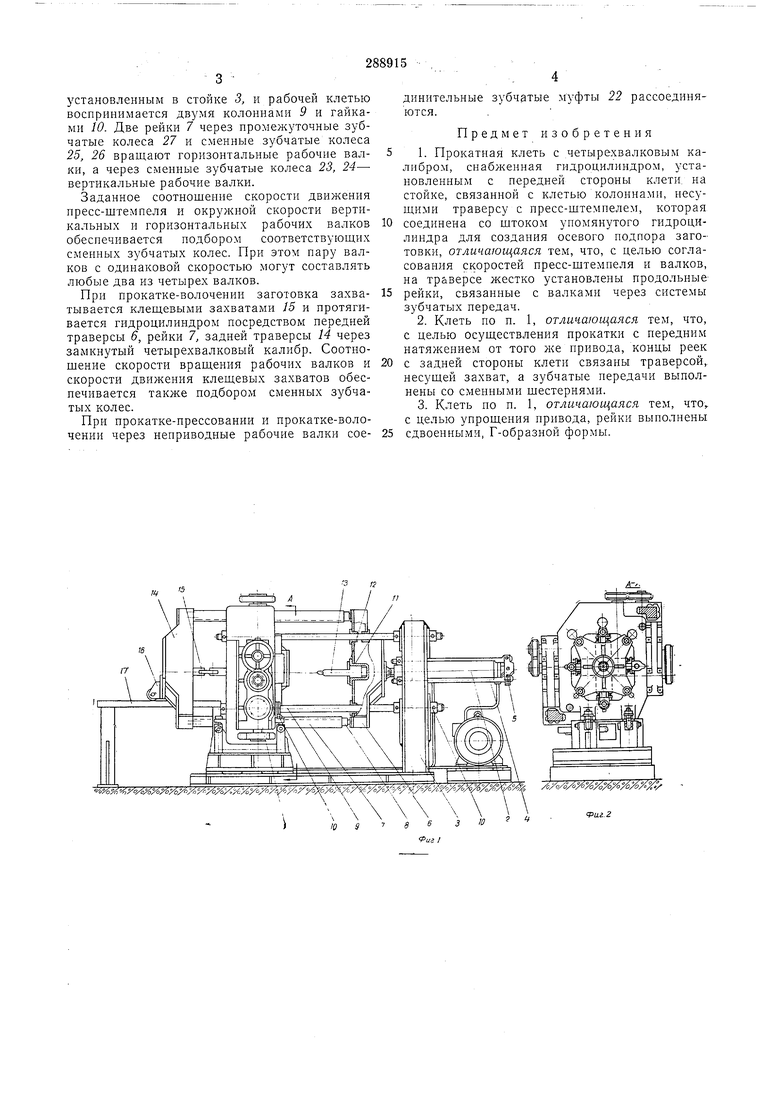
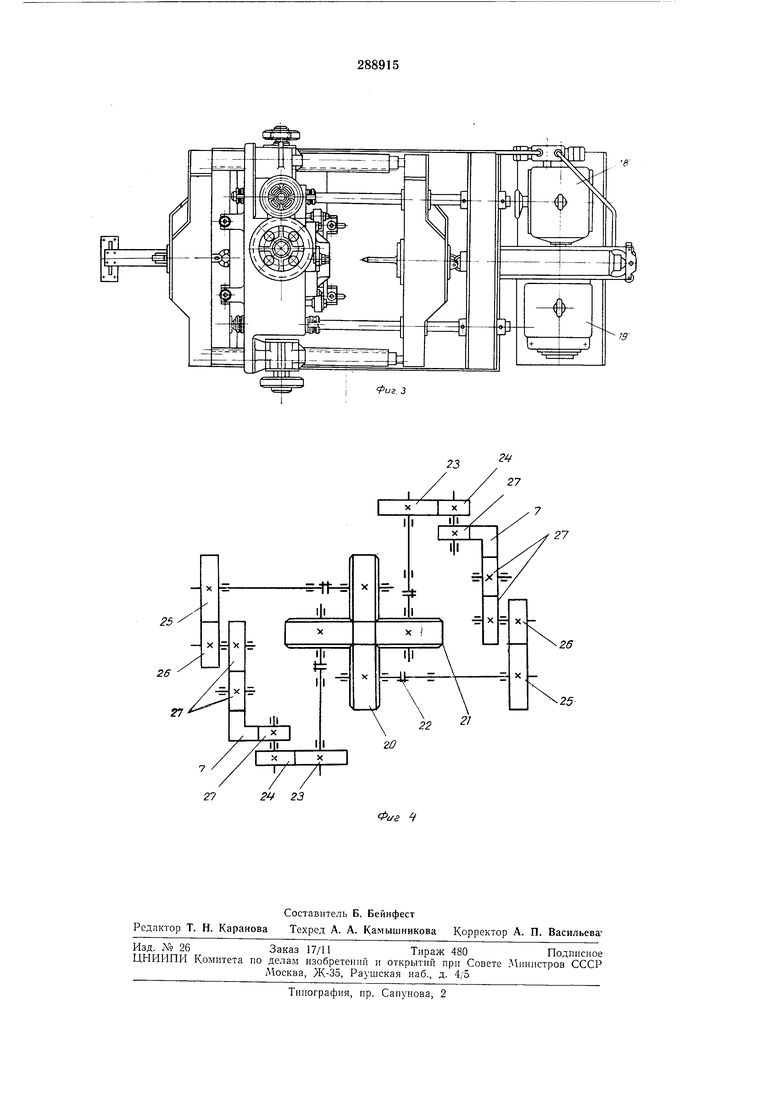
На фиг. 1, 2 изображен главный вид описываемого устройства с разрезом по А-Л; на фиг. 3 - вид устройства сверху; на фиг. 4- кинематическая схема привода рабочих валков.
Рабочие валки клети / с четырехвалковым замкнутым калибром приводятся во вращение гидроцилиндром 2, закрепленным в стойке 3 колоннами 4 и траверсой 5, через переднюю
траверсу 6 и две двусторонние Г-образнои формы зубчатые рейки 7. Рейки соединены с передней траверсой шарнирным соединением 8. Рабочая клеть соединяется со стойкой двумя колоннами 9 и гайками 10. В передней траверсе во втулке 11 пластинами 12 закреплен пресс-штемпель 13. С задней стороны клети к рейкам крепится задняя траверса 14, в которой установлены клещевые захваты 15. Вес задней траверсы передается роликовой опорой 16, ролпк которой катается при двпжеиии траверсы по опоре 17. Гидроцилиндр работает от гидравлического насоса 18, приводимого во вращение электродвигателем 19.
Кинематическая схема иривода рабочих валков (см. фиг. 4) состоит из привода горизонтальных 20 и вертикальных 21 рабочих валков. Рабочие валки через соединительные зубчатые муфты 22 соединяются со сменными зубчатыми колесами 23, 24, 25, 26, которые входят в зацепление через промежуточные колеса 27 с зубчатыми рейками 7.
Клеть работает следующим образом.
При прокатке-прессовании слиток при помощи гидроцилиндра 2, передней траверсы 6 и пресс-щтемпеля 13 задается в рабочую клеть и проталкивается через замкнутый калибр, образованный двумя горизонтальными Н двумя вертикальными рабочими валками. Продольное усилие между гидроцилиндром,.
установленным в стойке 3, и рабочей клетью воспринимается двумя колоннами 9 и гайками 10. Две рейки 7 через промежуточные зубчатые колеса 27 и сменные зубчатые колеса 25, 26 вращают горизонтальные рабочие валки, а через сменные зубчатые колеса 23, 24- вертикальные рабочие валки.
Заданное соотношение скорости движения нресс-штемпеля и окружной скорости вертикальных и горизонтальных рабочих валков обеспечивается подбором соответствующих сменных зубчатых колес. При этом пару валков с одинаковой скоростью могут составлять любые два из четырех валков.
При прокатке-волочении заготовка захватывается клещевыми захватами 15 и протягивается гидроцилиндром посредством передней траверсы 6, рейки 7, задней траверсы 14 через замкнутый четырехвалковый калибр. Соотнощение скорости вращения рабочих валков и скорости движения клещевых захватов обеспечивается также подбором сменных зубчатых колес.
При прокатке-прессовании и прокатке-волочении через неприводные рабочие валки соединительные зубчатые муфты 22 рассоединяются.
Предмет изобретения
1.Прокатная клеть с четырехвалковым калибром, снабженная гидроцилиндром, установленным с передней стороны клети, на стойке, связанной с клетью колоннами, несущими траверсу с пресс-щтемпелем, которая соединена со щтоком упомянутого гидроцилиндра для создания осевого подпора заготовки, отличающаяся тем, что, с целью согласования скоростей пресс-щтемпеля и валков, на траверсе жестко установлены продольные рейки, связанные с валками через системы зубчатых передач.
2.Клеть по п. 1, отличающаяся тем, что, с целью осуществления прокатки с передним натяжением от того же привода, концы реек с задней стороны клети связаны траверсой, несущей захват, а зубчатые передачи выполнены со сменными щестернями.
3.Клеть по п. 1, отличающаяся тем, что с целью упрощения нривода, рейки выполнены сдвоенными, Г-образной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОН! ЗНШЕРТОВ | 1973 |
|
SU406611A1 |
| РАБОЧАЯ КЛЕТЬ С ЧЕТБ1РЕХВАЛКОВЫМ КАЛИБРОЛ\ | 1971 |
|
SU305924A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| ГИДРАВЛИЧЕСКИЙ ТРУБОПРОФИЛЬНЫЙ ПРЕСС | 1972 |
|
SU360127A1 |
| Рабочая валковая клеть | 1988 |
|
SU1600875A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| УСТРОЙСТВО для ПОДАЧИ и УПРАВЛЕНИЯ СКОРОСТЬЮ ЗАГОТОВКИ ПРИ ПРОКАТКЕ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 1972 |
|
SU348267A1 |
| Клеть стана холодной прокатки труб | 1982 |
|
SU1137648A1 |
2 23
25
