Предлагаемый способ алмазного выглаживания отличается тем, что алмазный наконечник заправляют на конус и приводят его образующую в соприкосновение с поверхностью обрабатываемой детали, располагая по касательной к последней так, чтобы точка касания не совпадала с верши.ной «онуса. Это обеспечивает повышение срока службы инструмента.
Кроме того, по мере образования площадки износа на поверхности конуса его могут поворачивать вокруг собственной оси па некоторый угол, а для изменения радиуса кривизны обрабатывающего участка .конуса последний могут смещать относительно точки контакта вдоль образующей.
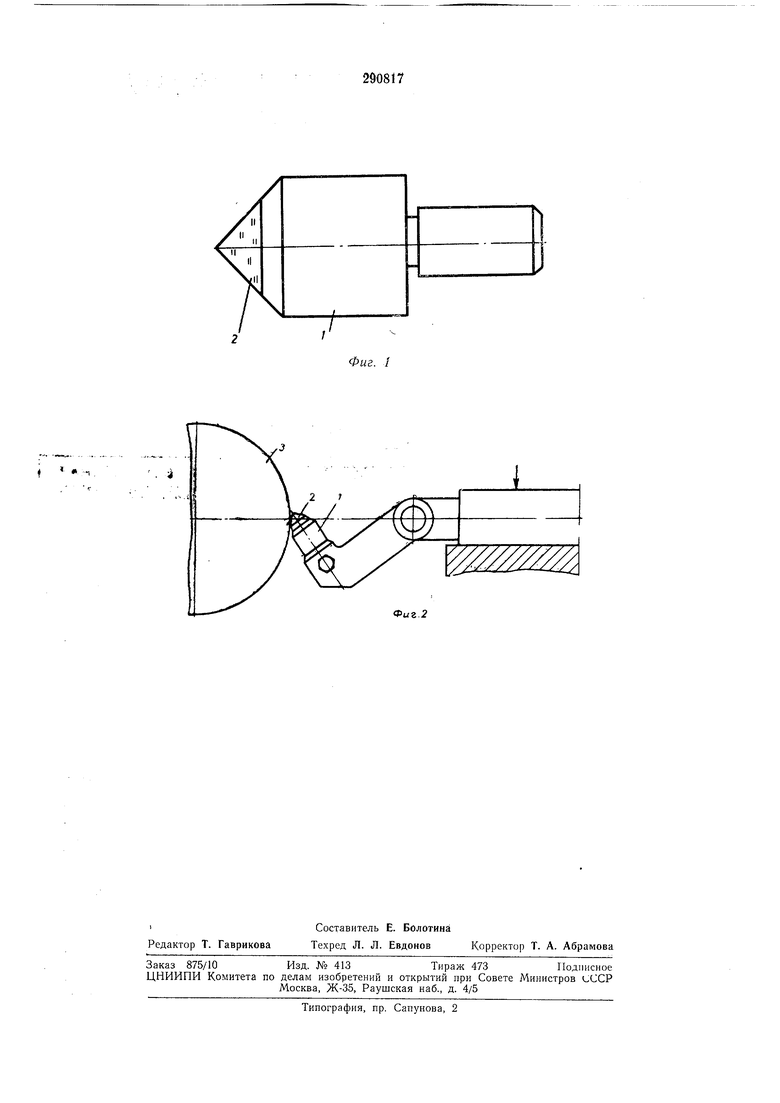
На фиг. 1 изображен инструмент для алмазного выглаживания; на фиг. 2 - схема работы инструмента предложенным способом.
Инструмент ДЛЯ- алмазного выглаживания имеет державку / и рабочую часть 2 в виде алмазного конуса. При выглаживании образующую конуса инструмента приводят в соприкосновение с поверхностью обрабатываемой детали 3, располагая по касательной к детали так, чтобы точка «асакия не совпадала с вершиной конуса.
струмента вокруг оси колуса на некоторый угол.
Радиус кривизны обрабатывающего участка конуса изменяется путем смещения последнего относительно точки контакта вдоль образуюн ей в зависимости от марки материала, твердости изделий и конкретных условий работы.
Таким образом, этот способ обеспечивает экономию дорогостоящего алмазного сырья за счет более полного использования инструмента.
Предмет изобретения
1.Способ алмазного выглаживания, отличающийся тем, что, с целью повышения срока службы .инструмента, алмазный .наконечник заправляют :на конус .и прнводят его образующую в соприкосновение с поверхностью обрабатываемой детали, располагая по касательной к .последней так, чтобы точка касания не совнадала с вершиной конуса.
2.Способ по п. 1, отличающийся тем, что, по мере образования площадки износа на поверхности конуса, его поворачивают вокруг собственной оси на некоторый угол.
3.Способ по ПП. 1, 2, отличающийся тем, что, с целью изменения радиуса кривизны обрабатывающего участка конуса, последний смещают относительно точки контакта вдоль образующей.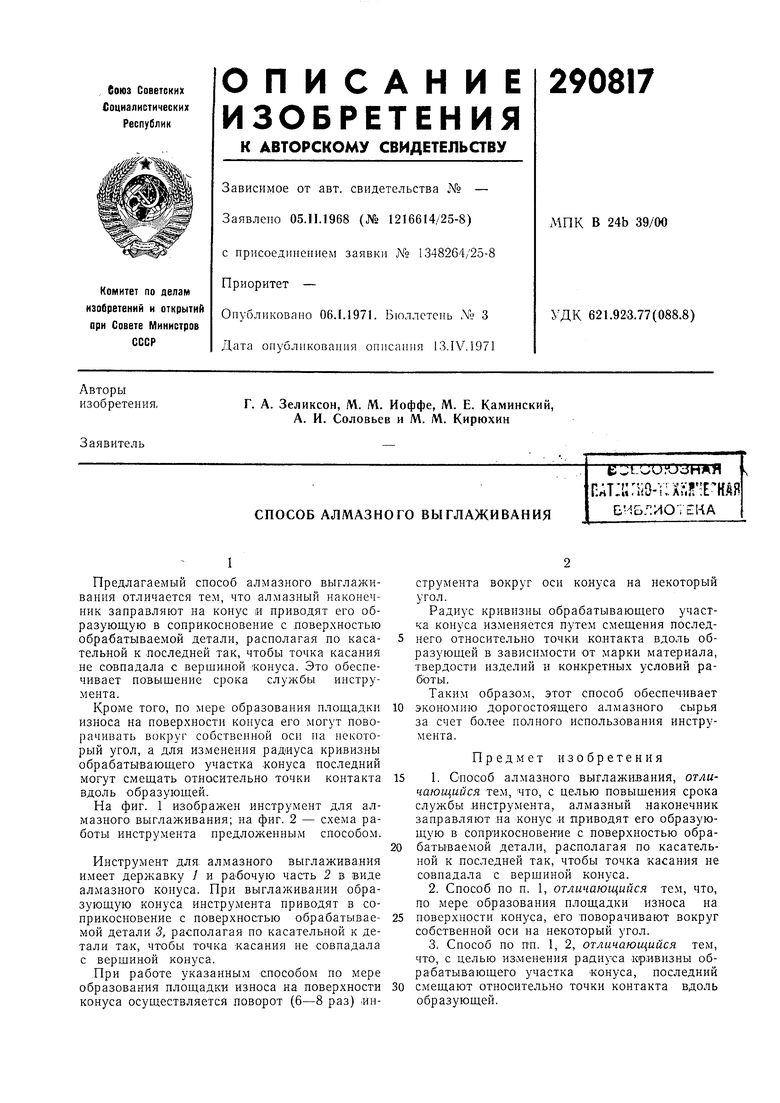
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ алмазного выглаживания | 1974 |
|
SU513838A1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ | 1991 |
|
RU2014985C1 |
| Инструмент для выглаживания | 1988 |
|
SU1593930A1 |
| Способ обработки деталей алмазным выглаживанием | 1987 |
|
SU1459903A1 |
| Инструмент для алмазного выглаживания | 1978 |
|
SU766844A1 |
| Способ выглаживания деталей | 1990 |
|
SU1752529A1 |
| Способ поверхностного пластического деформирования | 1985 |
|
SU1243934A1 |
| Устройство для обработки цилиндрическихдЕТАлЕй | 1979 |
|
SU795909A2 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2571011C2 |
| Способ фрезерования гладких замкнутых контурных поверхностей деталей | 1983 |
|
SU1168351A1 |
. ;
Фиг.2
