Изобретение относится к способам изготовления втулок с буртиком из трубчатой заготовки.
Известен способ высадки концевых утолщений на трубах, по которому трубу устанавливают на оправку и высаживают концевые утолщения, прилагая к трубе усилия вдоль ее оси, а к торцу трубы - нротивоиоложно направленные усилия подпора.
Недостатком известного способа является то, что он не обеспечивает перехода заданной формы от утолпдепия к стенке трубы.
По предлагаемому способу заготовку устанавливают на оправку так, чтобы ее торец выступал над оправкой на величину, равную высоте образуемого утолщения, и деформируют, нрилагая к ней, кроме осевых, радиальные усилия :по кольцевым участкамПоверхности заготовки последовательно от выступающего торца к противоположному.
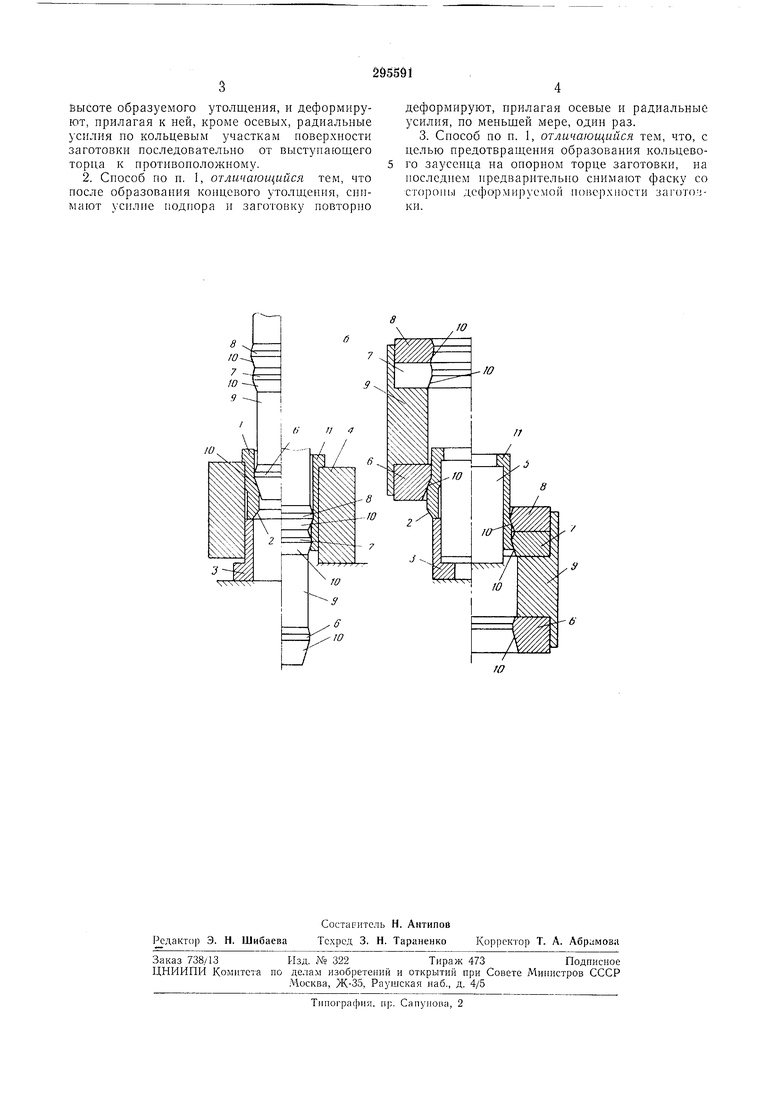
На чертел е представлена схема осущест:Г ления оиособа изготовления втулок: а-с наружным утолщением, б - с виутренним утолщением.
та 9 нмеют конические участки 10, которыми осуществляется деформироваиие заготовки с образованием па пей утолщения 11.
При перемещении инструмента 9 его первая ступень 6 своим коническим участком образует на заготовке утолщение, а затем деформирует стенки заготовки. При этом заготовка вытягивается и перемещает оправку 4 или 5 но втулке навстречу ннструменту.
По окончании деформировання заготовки первой ступенью инструмента опорную втулку удаляют, и заготовка фиксируется на оправке получе1пп м утолщением.
Окончательное формоваппе втулки осуществляется стуиеиямп 7 п 8 пнструмента.
П р е д м е т и з о б р е т е п и я
1. Способ пзготовления втулок с концевым утолщением пз трубчатой заготовкп, которую устанавливают на онравку и деформируют, прилагая усилия, направлеппые вдоль ее оси, а к одному пз торцов заготовки ирнлагают протпвоположпо ианравле1П1ые усилпя подпора, отлича10П{ийся тем, что, с целью изготовления втулки с заданным нереходом от утолщения к степке, заготовку упирают торцом такнм образом, чтобы противоположпый ее торец выступал над оправкой на велнчину, равную
высоте образуемого утолщения, и деформируют, прилагая к ней, кроме осевых, радиальные усилия по кольцевым участкам поверхности заготовки последовательно от выступающего торца к противоположному.
2. Способ по н. 1, отличающийся тем, что после образования ко1щевого утолщения, сннмают усилие подпора и заготовку повторпо
деформируют, прилагая осевые ц радиальные усилия, по меньщей мере, один раз.
3. Способ по п. 1, отличающийся тем, что, с целью предотвращения образования кольцевого заусенца на опорном торце заготовки, на последнем предварительно снимают фаску со стороны деформируемой п()1)ерхиости загото ки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК С КОНЦЕВЫМ УТОЛЩЕНИЕМ | 2008 |
|
RU2393038C1 |
| СПОСОБ КОМБИНИРОВАННОЙ РАСКАТКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2014 |
|
RU2567071C1 |
| Способ изготовления тонкостенных трубчатых изделий с кольцевыми утолщениями на торцах | 1985 |
|
SU1260063A1 |
| Способ изготовления многослойных полых изделий | 1977 |
|
SU671901A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Способ получения полых изделий из трубчатых заготовок | 1986 |
|
SU1407622A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2116148C1 |
| Устройство для получения труб с утолщениями | 1982 |
|
SU1058693A1 |
| Способ формовки оболочек на стержневых заготовках | 1975 |
|
SU695753A1 |
