со
Изобретение относится к поточным линиям для нанесения термопластических покрытий на трубы в электростатическом поле.
Известна поточная линия аналогич,ного назначения, включатсядая подводящий и отводящий рольганги, приспособления для удержания и поворота трубы, ванну напыления покрытия в электростатическом поле, ролики для прикатки покрытия, ванну термической обработки покрытых труб и устройства для пооперационной передачи труб. /
Однако в известных поточных линиях в процессе нанесения покрытия на поверхность труб не исключена возможность его повреждения при перемещении труб с .одной позиции на другую, когда их поверхность многократно контактирует с опорными поверхностями устройств для пооперационной передачи труб. Поэтому для ремонта поврежденной поверхности в существующих линиях предусмотрена установка дополнительного оборудования.
С целью сокращения вспомогательных операций и повышения качества покрытия . труб, устройства для пооперационной передачи труб выполнены в виде двух самоходных рам, каждая из КОТОРЫХ оборудована приспособлениями и роликами, а на участке перемещения рам предусмотрена.вторая ванна термообработки, установленная с другой стороны относительно ванны напыления.
Целесообразно также на участках около ванн термообработки покрытых труб пути перемещения самоходных рам устанавливать с уклоном вниз, что обеспечивает изменение траектории движения и погружения в ванну термообработки трубы, закрепленной на раме.
Кроме того, предлагается, по кра ней мере одно из приспособлений для удержания и поворота трубы связать с самоходной рамой посредством приводной винтовой пары и выполнить его перемещающимся по направляющим , которыми снабжена самоходная рама.
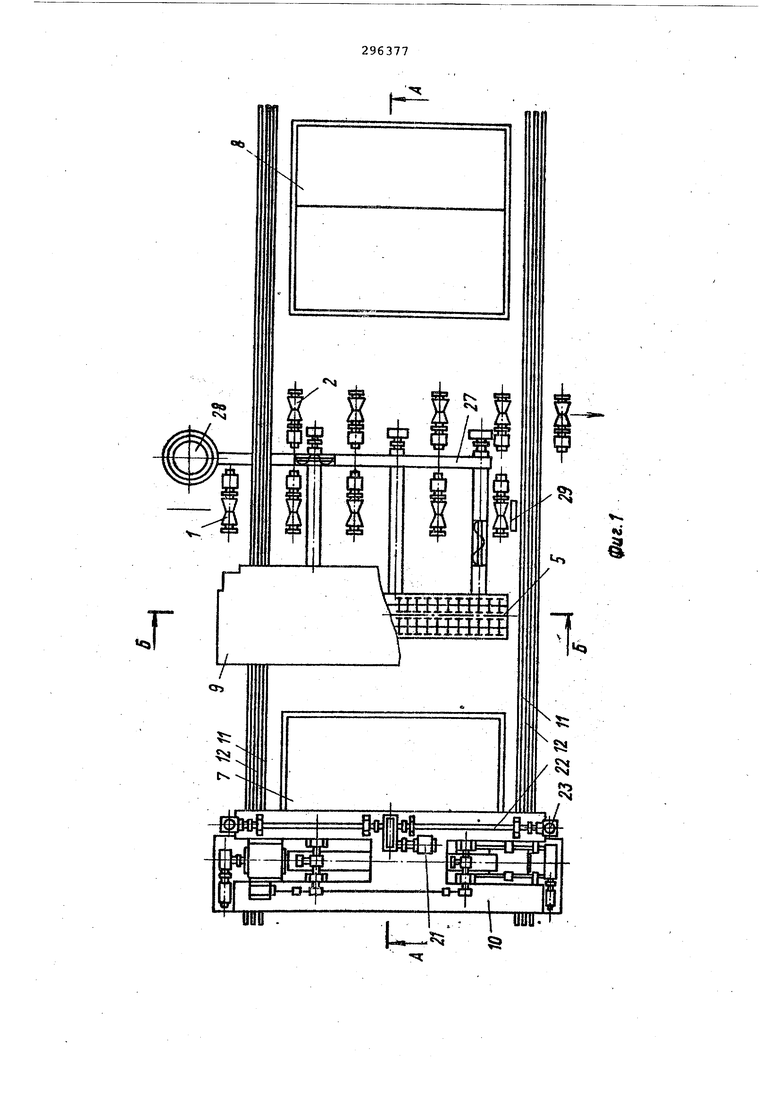
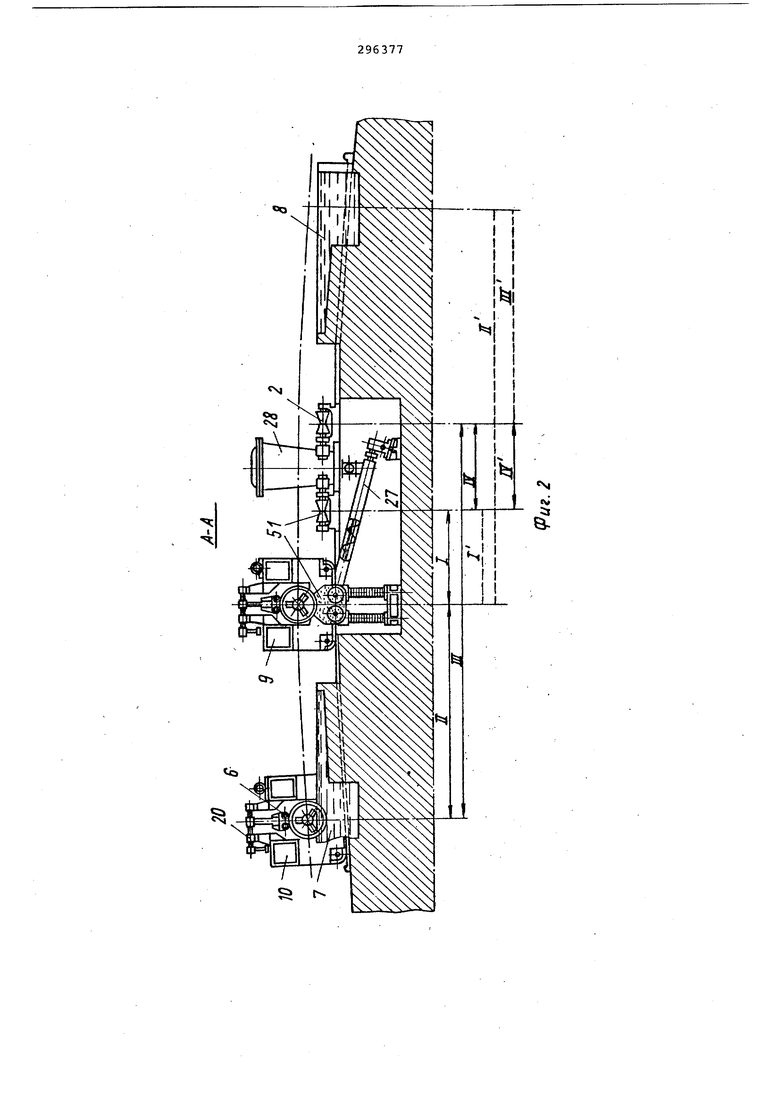
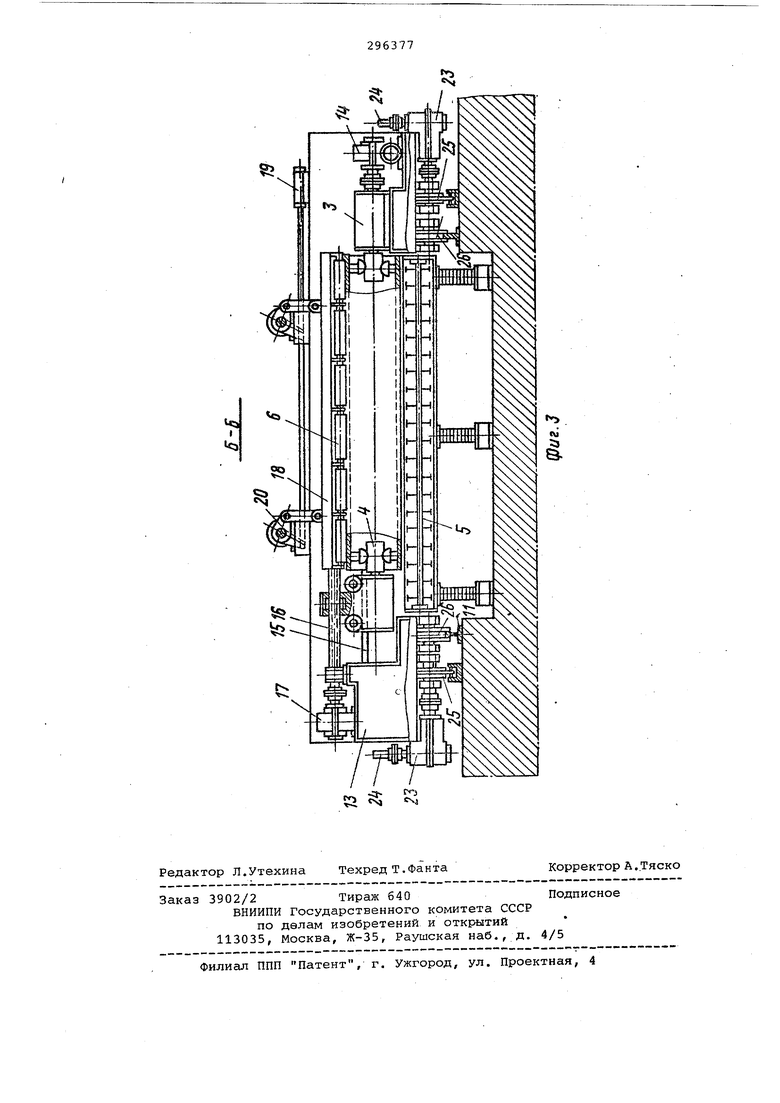
На фиг.1 изображена поточная линия в плане; на фиг.2 - то же, в продольном разрезе по A-At на фиг. 3 - то же, в поперечном разрезе
по Б-Б.
Предлагаемая поточная линия для нанесения термопластических покрытий на трубы состоит из подводящего 1 и отводящего 2 рольгангов для подачи труб и выдачи их из линии, ванны 5 напыления покрытий, представляюй ей собой вращающийся -двухроторный шнек, роликов б для прикатки нанесенного покрытия, двух ванн 7 и 8 термической обработки покрытых
труб, расположенных по концам линии и поелставляюших собой емкости корыт, ноге типа, и лйух устройств 9 и 10 для пооперационной передачи труб, выполненных в виде самоходных рам 5 кранового типа. На каждом из этих устройств смонтированы переднее 3 и заднее 4 приспособления для удержания и поворота трубы и ролики для прикатки нанесенного покрытия.
0 Устройства 9 и 10 перемещаются по путям, выполненным в виде рельсовой 11 и роликовой 12 дорожек, рас. положенных поперечно направлению подачи и выдачи труб, и имеющим уклоны вниз у ванн термообработки.
Приспособления 3 и 4 выполнены в виде зажимных патронов. Переднее приспособление 3 установлено стационарно на раме 13 и выполнено с приQ водным вращающим органом 14, а заднее приспособление 4 может перемещаться по направляющим 15 в зависимости от длины покрываемых труб посредством винтовой передачи 16 от привода 17.
5
Ролики 6 для прикатки нанесенного покрытия смонтированы на балке 18, имеющей перемещение в вертикальной плоскости от гидроцилиндра 19 через рычажное устройство 20.
0 Механизм перемещения устройств 9, 10 состоит из привода 21, трансмиссионных валов 22, конических редукторов 23, карданных валов 24 и ведущих звездочек 25, находящихся
5 в зацеплении с роликовыми дорожками 12. На раме 13 смонтированы четыре опорных холостых катка 26, перемещающихся по рельсовой дорожке 11. Для подачи термопластического
0 материала в ванну 5 напыления покрытия предусмотрена система подачи, состоящая из подводящих шнеков 27 и бункера 28, а для точной остановки труб при подаче их в линию
5 предусмотрен стационарный упор 29. Поточная линия работает следующим образом.
Нагретая до температуры плавления наносимого термопластического
материала труба поступает по подводящему рольгангу 1 и останавливается стационарным упором 29. После этого на него наезжает одно из устройств для передачи труб, например 9. (устройство 10 находится в это
время на позиции ванны 7) зажимает трубу приспособлениями 3 и 4 и перемещает ее на позицию ванны 5 электростатического напыления. Включаются приводной вращающий орган и
0 привод вращения шнека ванны 5.
.При этом лопатки шнека, вращаясь,, создают под трубой непрерывно движущийся столб порошка, который при включении тока высокого напряжения
гим - роторы ванны I покрывает изделие равномерным слоем по всей длине, Соприкасаясь с нагретой трубой, порошок начинает оплавляться и закрепляется на трубе, создавая монолитную гладкую пленку.
Сверху на от гидроцилиндра 19 опускаются прикатывающие ролики 6, которые способствуют лучшему проплавлению наносимого покрытия. После напыления устройство перемещается на позицию ванны термической обработки, не прекращая процесса прикатки нанесенного покрытия. Вследствие уклонов рельсовой дорожки 11 и роликовой дорожки 12 ванн 7 и 8 устройство 9 с закрепленной трубой изменяет свою траекторию движения, погружая часть трубы в жидкость ванны термической обработки и, вращая трубу, производит термообработку
нанесенного покрытия. При погружении трубы в жидкость, ролики б снимаются с трубы и поднимаются вверх.
Устройство 10, находящееся в это время на позиции ванны 7 произведя
термическую обработку трубы, перемещается на позицию отводящего рольганга 2 и выдает готовую трубу. Затем перемещается на позицию подводящего рольганга 1, забирает трубу и
повторяет описанные выше операции.
На фиг.2 сплошной линией показаны перемесдения устройства 10 для передачи труб и римскими цифрами последовательность операций, производимых с трубой этим устройством, пунктирной линией и римскими цифрами - соответствующие перемещения и последовательность операций, произ-водимых с трубой устройством 9 для
передачи труб.
UDU I-I
U-
во
t
(V
5j 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения стеклоэмалевых покры-Тий HA НАРужНую пОВЕРХНОСТь ТРуб | 1979 |
|
SU840197A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Поточная линия нанесения горячего покрытия на трубы | 1990 |
|
SU1724724A1 |
| ПОТОЧНАЯ ЛИНИЯ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2005559C1 |
| УНИВЕРСАЛЬНАЯ ПОТОЧНАЯ ЛИНИЯ ИЗОЛЯЦИИ ТРУБ | 2002 |
|
RU2199694C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЬ[ТИЙ НА ТРУБЫ | 1968 |
|
SU231094A1 |
| Проходная печь с роликовым подом | 1982 |
|
SU1083053A1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| ВСГСОЮЗНАЯ ' Типография издательства ЦК ВЛКСМ «Молодая гвардия» I ;:'?;|;';х(; :^;:ц;'",со1; ,;'_______^^, ,' j" -.А'" ;j •• ••• --.-\. | 1971 |
|
SU303213A1 |
| Линия для нанесения защитного покрытия на наружную поверхность труб | 1989 |
|
SU1703192A1 |
1.ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ТЕРМОПЛАСТИЧЕСКИХ ПОКРЫТИЙ НА ТРУБЫ, включающая подводящий и отводящий рольганги, приспособления для удержания, и поворота трубы, ванну напыления покрытия в электростатическом поле, ролики для прикат- ки покрытия, ванну термообработки покрытых труб и устройства для пооперационной передачи труб, о т л .и- чающая'ся тем, что, с целью сокращения вспомогательных операций и повышения качества 'покрытых труб,. устройства для пооперационной передачи труб выполнены в виде двух самоходных рам, каждая из которых оборудована упомянутыми приспособлениями и роликами, а на участке перемещения рам предусмотрена вторая «ан- на термообработки, установленная с другой стороны относительно ванны напыления.2.Поточная линия по п.1, о т - личающаяся тем, что i:a участках йколо ванн термообработки пути перемещения самоходных рам установлены с наклоном вниз.3.Поточная линия по пп.1 и 2, отличающаяся тем, что по крайней мере одно из приспособлений для удержания и поворота трубы связано с самоходной рамой посредством приводной винтовой пары и выполнено перемещающимся по направляющим, которыми снабжена самоходная рама..(Л