тры выравниваются по всему сечению потока, которым можно управлять, смещая распределитель в направлении, перпендикулярном оси изделия.
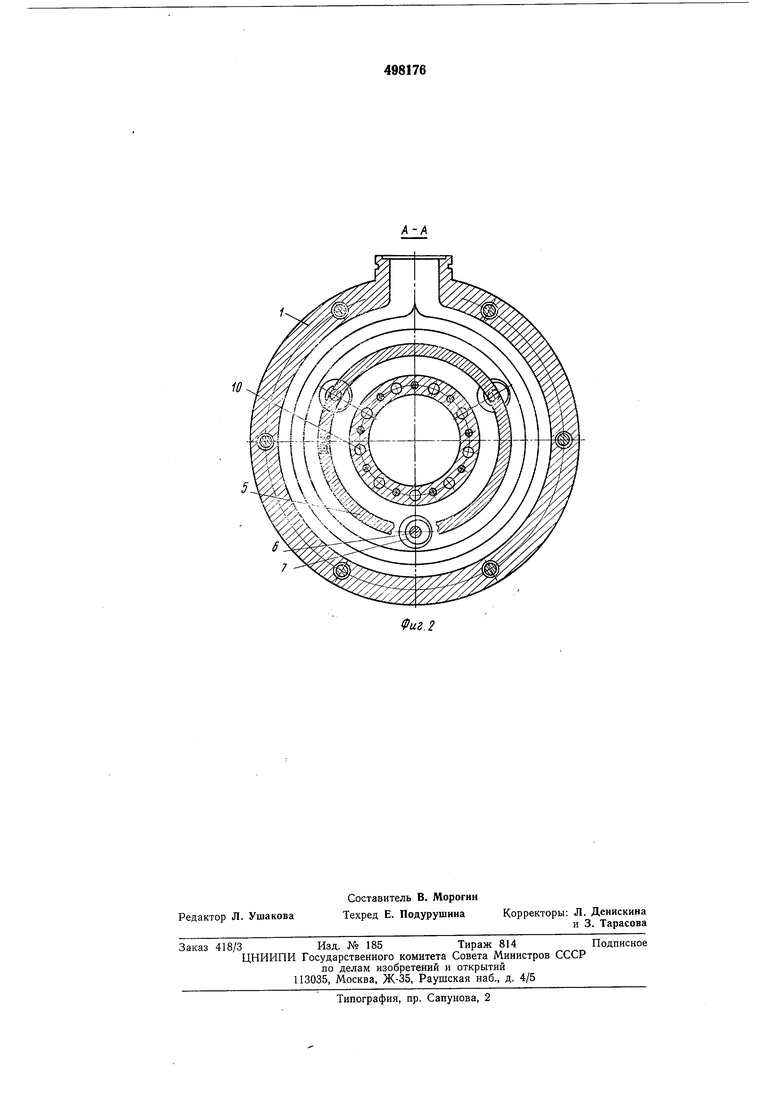
При этом за счет поворота одного из эксцентриков 7, например внутреннего, синхронизирующее кольцо 8 перемещается и поворачивает все внешние эксцентрики, вследствие чего распределитель 5, соединенный с эксцентриками, также смещается в направлении, перпендикулярном оси головки, при этом максимальная величина смещения распределителя равна сумме эксцентриситетов эксцентриков 7.
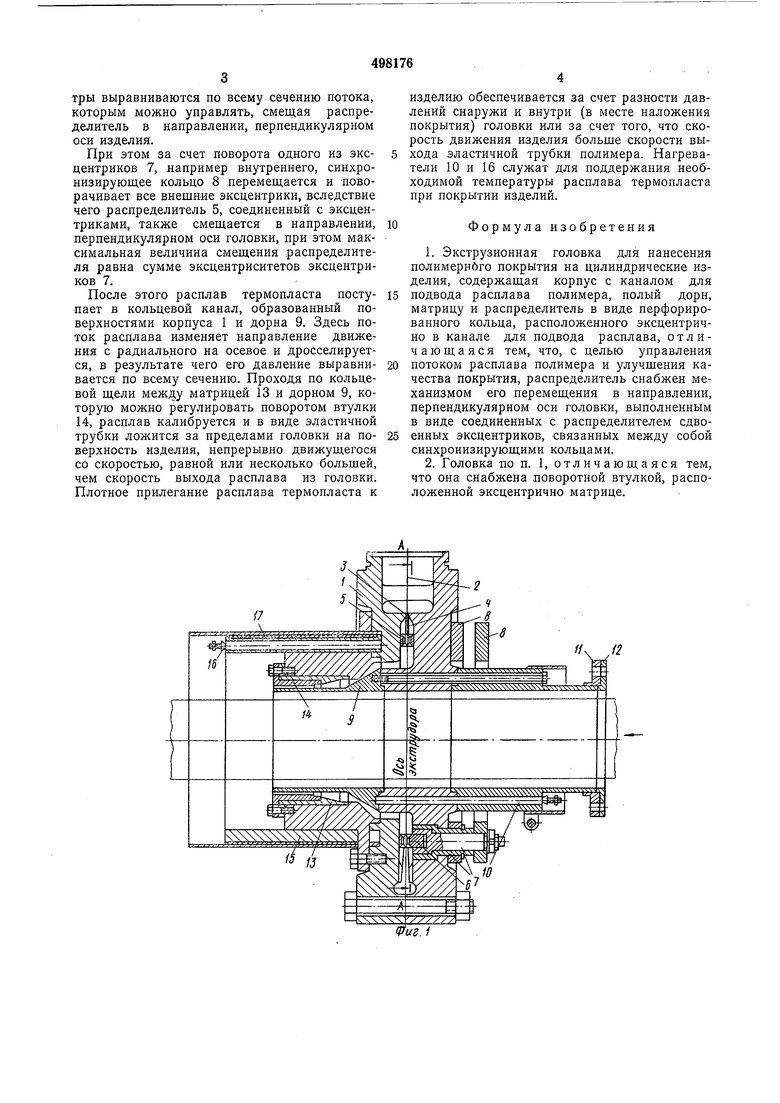
После этого расплав термопласта поступает в кольцевой канал, образованный поверхностями корпуса 1 и дорна 9. Здесь поток расплава изменяет направление движения с радиального на осевое и дросселируется, в результате чего его давление выравнивается по всему сечению. Проходя по кольцевой щели между матрицей 13 и дорном 9, которую можно регулировать поворотом втулки 14, расплав калибруется и в виде эластичной трубки ложится за пределами головки на поверхность изделия, непрерывно движущегося со скоростью, равной или несколько большей, чем скорость выхода расплава из головки. Плотное прилегание расплава термопласта к
изделию обеспечивается за счет разности давлений снаружи и внутри (в месте наложения покрытия) головки или за счет того, что скорость движения изделия больше скорости выхода эластичной трубки полимера. Нагреватели 10 и 16 служат для поддержания необходимой температуры расплава термопласта при покрытии изделий.
Формула изобретения
1.Экструзионная головка для нанесения полимернйго покрытия на цилиндрические изделия, содержащая корпус с каналом для подвода расплава полимера, полый дорн, матрицу и распределитель в виде перфорированного кольца, расположенного эксцентрично в канале для подвода расплава, отличающаяся тем, что, с целью управления потоком расплава полимера и улучшения качества покрытия, распределитель снабжен механизмом его перемещения в направлении, перпендикулярном оси головки, выполненным в виде соединенных с распределителем сдвоенных эксцентриков, связанных между собой синхронизирующими кольцами.
2.Головка -по п. 1, отличающаяся тем, что она снабжена .поворотной втулкой, расположенной эксцентрично матрице.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1971 |
|
SU296657A1 |
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| Экструзионная головка для изготовления трубчатых изделий из полимерных материалов | 1981 |
|
SU960039A1 |
| Экструзионная головка для нанесения покрытия на изделие | 1980 |
|
SU910444A1 |
| Головка экструдера для изготовления профильно-погонажных изделий | 1979 |
|
SU903174A1 |
| Формующая угловая головка для изготовления изделий из пластмасс | 1980 |
|
SU927529A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБОЛОЧЕК ОБРАМЛЕНИЯ ТРУБ | 1998 |
|
RU2134640C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| Устройство для изготовления армированного сеткой рукавного изделия | 1979 |
|
SU882760A1 |
иг.1
