Изобретение относится к области производства а1рматурных каркасов, в частности каркасов с прямоугольным, трапецеидальным или круглым сечением.
Известны устройства, содержащие размещен:ные на станине механизм врацения каркаса и сварочный электрод, закрепленный на штоке пневмопривода, корпус которого установлен шарнирно. Недостатком этих устройств является невозможность уменьшения машинного времени, т. е. невозможность увеличения производительпости. Целью изобретения является автоматическое регулирование времени контакта сварочного электрода со свариваемой точкой и давления. Это достигается тем, что корпус пневмопривода шарнирно связан со штоком второго пневмопривода, установленного перпендикулярно первому и шарнирно закрепленному на станине.
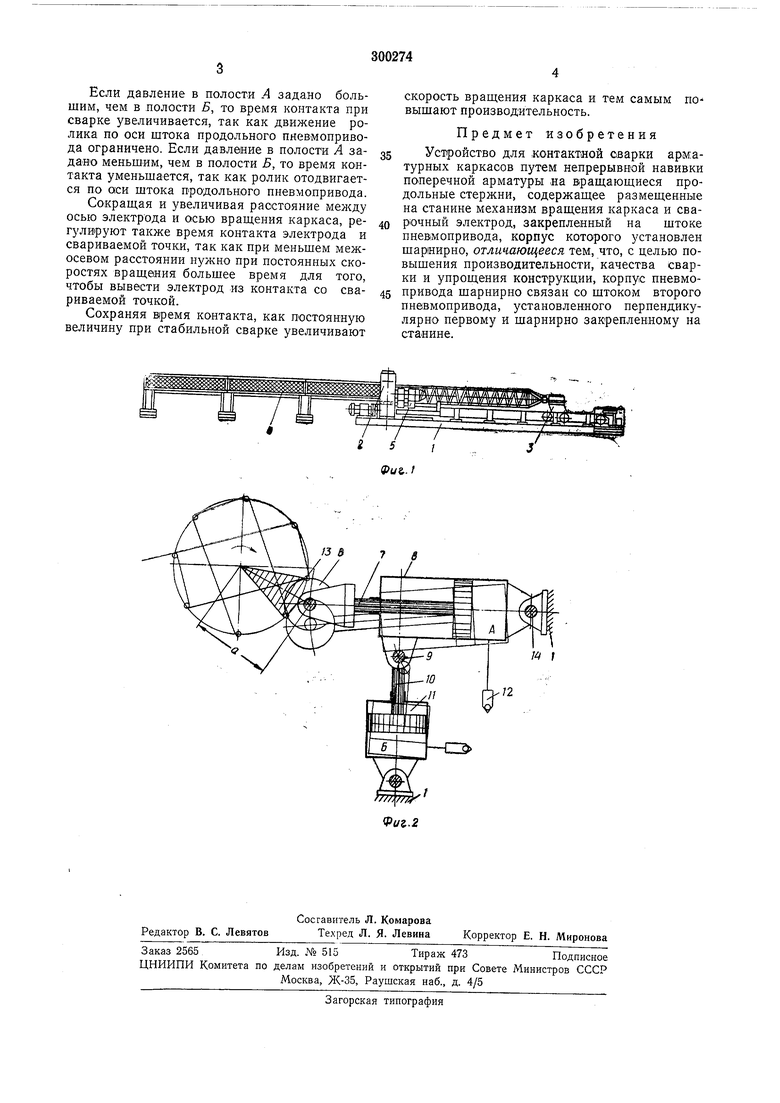
На фиг. 1 изображено устройство, обш;ий вид; на фиг. 2 показана установка сварочного электрода.
Устройство состоит из размешенных на станине 1 механизма враш,ения 2, каретки передвижения 3, питателя 4 и сварочного электрода 5. Сварочный электрод выполнен в виде ролика 6, закрепленного на штоке 7 пневмопривода, корпус 8 которого шарнирно установлен на станине 1. Кроме того, корпус указанного привода шарнирОМ 9 соединен со штоком 10 другого пневмопривода, корпус // которого также шарнирно закреплен на станине. Полости А и В указанных пневмоприводов оборудованы автоматически управляемыми
обратными клапанами 12.
При враш,ении арматурного каркаса продольный стержень 13 находит сверху на электродный ролик 6 и заставляет его поворачиваться вокруг шарниров 14. Межосевое расстояние а оси ролика и оси вращения каркаса регулируется продольным пневмоприводом, а усилие нрижима - поперечным. Время контакта является функцией межосевого расстояния а и скорости вращения каркаса.
Автоматическая регулировка времени контакта и усилия осуществляется следующим образом.
Каждая полость имеет обратный клапан, отрегулированный на онределенное давление.
При вращении каркаса арматурный стержень, контактируя с электродом, стремится сдвинуть его по двум направлениям - по оси штока продольного пневмопривода и вокруг шарнира. Этим движениям препятствует сжатый воздух полостей пневмоприводов, каждая из которых снабжена обратным клапаном, отрегулированным на определенное давление, с помощью этих клапанов поддерживается постоянное давление, необходимое для стабильЕсли давление в полости А задано большим, чем в полости Б, то время контакта при сварке увеличивается, так как движение ролика по оси штока продольного пневмопривода ограничено. Если давление в полости А задано меньшим, чем в полости Б, то время контакта уменьшается, так как ролик отодвигается по оси штока продольного пневмопривода.
Сокращая и увеличивая расстояние между осью электрода и осью вращения каркаса, регулируют также время контакта электрода и свариваемой точки, так как при меньшем межосевом расстоянии нужно при постоянных скоростях вращения большее время для того, чтобы вывести электрод из контакта со свариваемой точкой.
Сохраняя контакта, как постоянную величину при стабильной сварке увеличивают
скорость вращения каркаса и тем самым по вышают производительность.
Предмет изобретения
Устройство для контактной сварки арматурных каркасов путем непрерывной навивки поперечной арматуры иа вращающиеся продольные стержни, содержащее размещенные на станине механизм вращения каркаса и сварочный электрод, закрепленный на штоке пнев(мопривода, корпус которого установлен шарнирно, отличающееся тем, что, с целью повышения производительности, качества сварки и упрощения конструкции, корпус пневмопривода шарнирно связан со штоком второго пневмопривода, установленного перпендикулярно первому и щарнирно закрепленному на станине.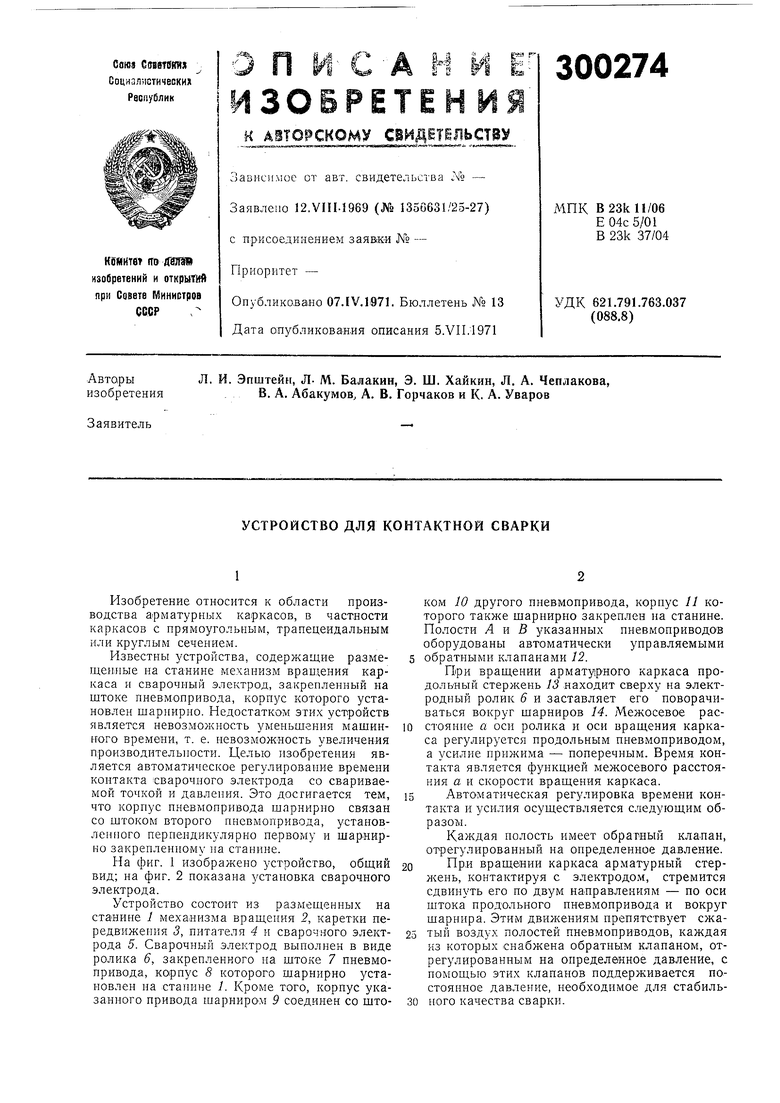
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ ПЛОСКИХ АРМАТУРНЫХ СЕТОК | 1971 |
|
SU305028A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU326029A1 |
| Станок для изготовления пространственных арматурных каркасов | 1972 |
|
SU448100A1 |
| Устройство для контактной сварки арматурных каркасов | 1972 |
|
SU479587A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для сварки пространственных арматурных каркасов | 1981 |
|
SU988493A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU284208A1 |
