Изобретение относится к области механизации нагревательных печей, в частности конвейерных печей.
Известен печной конвейер, включающий цепь, приводную и неприводную станции. При прохождении через печь в результате нагрева происходит удлинение звеньев цепи, вследствие чего нарушается нормальная работа конвейера, цепь выходит из зацепления со звездочкой. Кроме того, из-за высокой температуры происходит заклинивание в шарнирах цепи, нарушается гибкость цепи и она плохо огибает звездочку, что также приводит к нарушению работы конвейера. При выполнении конвейера из двух или более цепей, вследствие их неодинаковой вытяжки изделия, находящиеся на них, перекашиваются, нарушается их транспортировка и выдача из печи.
С целью повышения работоспособности конвейера в условиях высокой температуры, в предложенной печи тянущее устройство приводной станции выполнено в виде установленного на нриводном валу толкающего рычага с шарнирно закрепленным захватом, представляющим собой неуравновешенный двуплечий рычаг, и направляюших дисков.
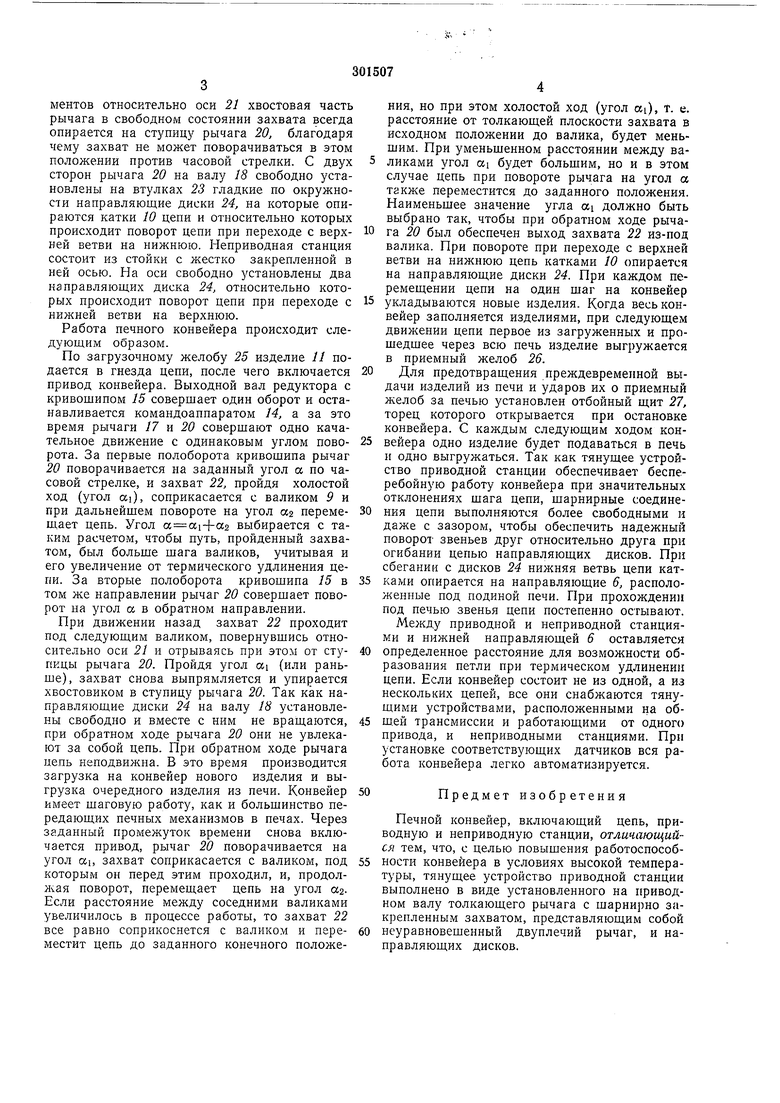
Конвейер содержит цепь /, приводную станцию 2 и неприводную станцию 3. Верхняя ветвь цени проходит в жаростойких направляющих желобах 4, установленных в подине
печи 5, а нижняя ветвь опирается на направляющие 6. Внутренние 7 и наружные 8 звенья цепи соединены между собой шарнирно валиками 9, на концах которых на втулках закреплены опорные катки 10. Верхняя часть внутренних и наружных звеньев имеет седло для укладки нагреваемых изделий // и щиток-экран, перекрывающий сверху щель в направляющих лселобах 4 и предохраняющий цепь от воздействия высокой температуры печи и попадания на нее окалины. Звенья 7 и 8 цепи выполнены из жаропрочной стали. Приводная станция состоит из привода и тянущего устройства. Привод включает в себя электродвигатель 12, редуктор 13, командоаппарат 14,
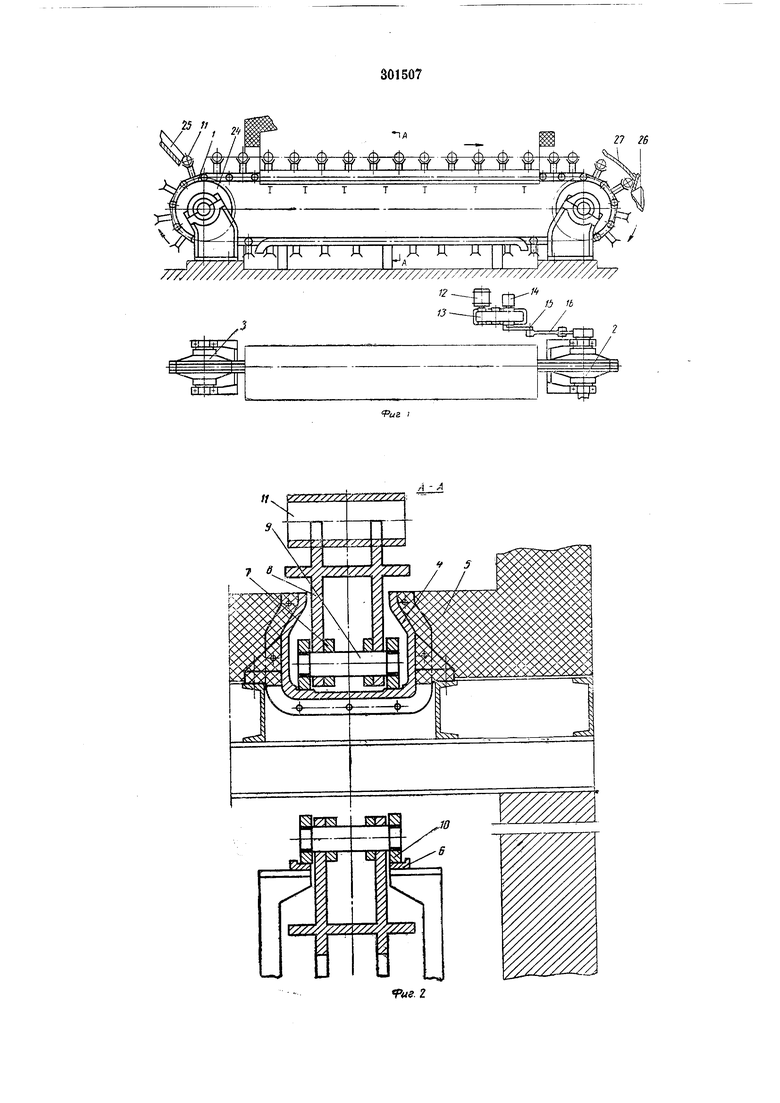
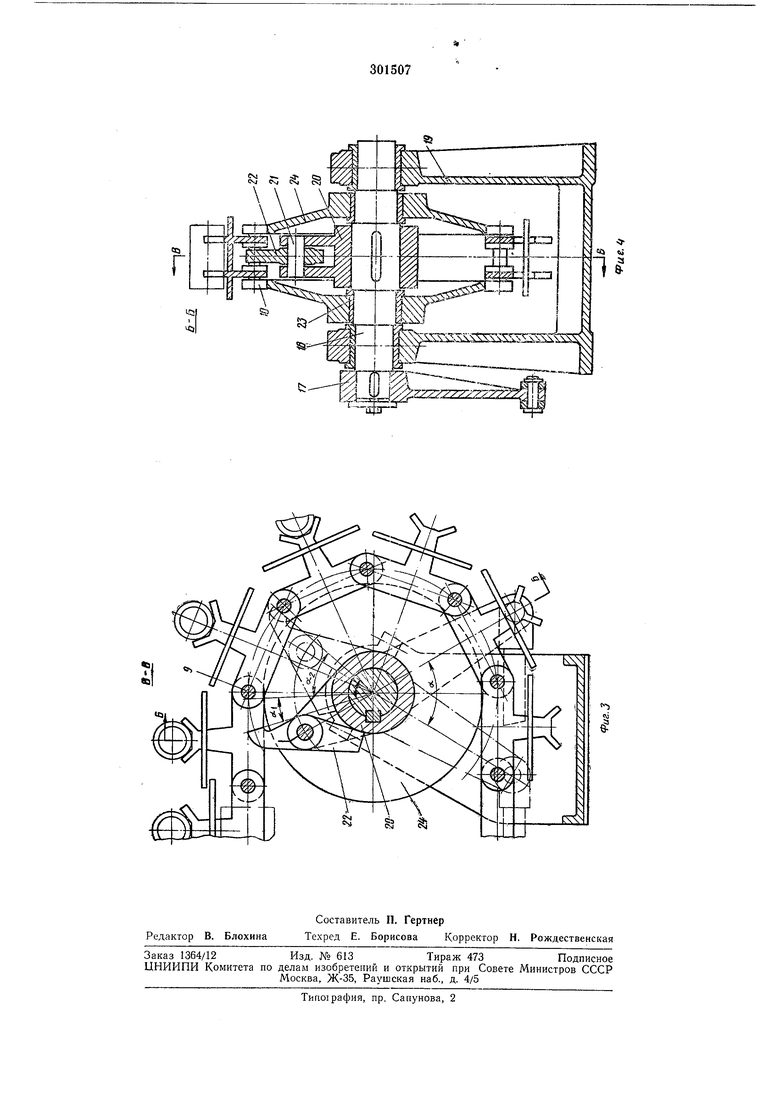
кривошип 15 и шатун 16. Тянущее устройство соединено приводом с помощью рычага 17, жестко закрепленного на валу 18, расположенного в опорах стойки 19. На этом валу жестко закреплен также толкающий рычаг 20,
на конце которого шарнирно на оси 21 закреплен захват 22.
ментов относительно оси 21 хвостовая часть рычага в свободном состоянии захвата всегда онирается на ступицу рычага 20, благодаря чему захват не может поворачиваться в этом положении против часовой стрелки. С двух сторон рычага 20 на валу 18 свободно установлены на втулках 23 гладкие по окружности направляющие диски 24, на которые опираются катки 10 цепи и относительно которых происходит поворот цепи при переходе с верхней ветви на нижнюю. Неприводная станция состоит из стойки с жестко закрепленной в ней осью. На оси свободно установлены два направляющих диска 24, относительно которых происходит поворот цепи при переходе с нижней ветви на верхнюю.
Работа печного конвейера происходит следующим образом.
По загрузочному желобу 25 изделие 11 подается в гнезда цепи, после чего включается привод конвейера. Выходной вал редуктора с кривошипом 15 совершает один оборот и останавливается командоаппаратом 14, а за это время рычаги 17 и 20 совершают одно качательное движение с одинаковым углом поворота. За первые полоборота кривошипа рычаг 20 поворачивается на заданный угол а по часовой стрелке, и захват 22, пройдя холостой ход (угол ai), соприкасается с валиком 9 и при дальнейшем повороте на угол «2 перемещает цепь. Угол a ai+a2 выбирается с таким расчетом, чтобы путь, пройденный захватом, был больше шага валиков, учитывая и его увеличение от термического удлинения цепи. За вторые полоборота кривошипа 15 в том же направлении рычаг 20 совершает поворот на угол а в обратном направлении.
При движении назад захват 22 проходит под следующим валиком, повернувшись относительно оси 21 и отрываясь при этом от ступицы рычага 20. Пройдя угол ai {или раньше), захват снова выпрямляется и упирается хвостовиком в ступицу рычага 20. Так как направляющие диски 24 на валу 18 установлены свободно и вместе с ним не вращаются, при обратном ходе рычага 20 они не увлекают за собой цепь. При обратном ходе рычага цепь неподвижпа. В это время производится загрузка на конвейер нового изделия и выгрузка очередного изделия из печи. Конвейер имеет шаговую работу, как и большинство передающих печных механизмов в печах. Через заданный промежуток времени снова включается привод, рычаг 20 поворачивается на угол «1, захват соприкасается с валиком, под которым он перед этим проходил, и, продолжая поворот, перемещает цепь на угол агЕсли расстояние между соседними валиками увеличилось в процессе работы, то захват 22 все равно соприкоснется с валиком и переместит цепь до заданного конечного положения, но при этом холостой ход (угол «i), т. е. расстояние от толкающей плоскости захвата в исходном положении до валика, будет меньшим. При уменьшенном расстоянии между валиками угол «1 будет большим, но и в этом случае цепь при повороте рычага на угол а также переместится до заданного положения. Наименьшее значение угла «i должно быть выбрано так, чтобы при обратном ходе рычага 20 был обеспечен выход захвата 22 из-под валика. При повороте при переходе с верхней ветви на нижнюю цепь катками 10 опирается на направляющие диски 24. При каждом перемещении цепи на один шаг на конвейер укладываются новые изделия. Когда весь конвейер заполняется изделиями, при следующем движении цепи первое из загруженных и прошедшее через всю печь изделие выгружается в приемный желоб 26.
Для предотвращения преждевременной выдачи изделий из печи и ударов их о приемный желоб за печью установлен отбойный щит 27, торец которого открывается при остановке конвейера. С каждым следующим ходом конвейера одно изделие будет подаваться в печь и одно выгружаться. Так как тянущее устройство приводной станции обеспечивает бесперебойную работу конвейера при значительных отклонениях шага цепи, шарнирные соединения цепи выполняются более свободными и даже с зазором, чтобы обеспечить надежный поворот звеньев друг относительно друга при огибании цепью направляющих дисков. При сбегании с дисков 24 нижняя ветвь цепи катками опирается на направляющие 6, расположенные под подиной печи. При прохождении под печью звенья цепи постепенно остывают.
Между приводной и неприводной станциями и нижней направляющей 6 оставляется определенное расстояние для возможности образования петли при термическом удлинении цепи. Если конвейер состоит не из одной, а из нескольких цепей, все они снабжаются тянущими устройствами, расположенными на общ.ей трансмиссии и работающими от одного привода, и неприводными станциями. При установке соответствующих датчиков вся работа конвейера легко автоматизируется.
Предмет изобретения
Печной конвейер, включающий цепь, приводную и неприводную станции, отличающийся тем, что, с целью повышения работоспособности конвейера в условиях высокой температуры, тянущее устройство приводной станции выполнено в виде установленного на приводном валу толкающего рычага с шарнирно закрепленным захватом, представляющим собой неуравновешенный двуплечий рычаг, и направляющих дисков. т т т т т М Д Д y////////////////////////////////V/////////. М Д Д 12- f4 Ii 27 /и
| название | год | авторы | номер документа |
|---|---|---|---|
| Печной конвейер | 1976 |
|
SU609942A2 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1973 |
|
SU387006A1 |
| Автоматическая линия погрузки кирпича на печные вагонетки | 1983 |
|
SU1159787A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Устройство для формирования слоя изделий | 1991 |
|
SU1828429A3 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Линия для производства формового хлеба | 1980 |
|
SU938878A1 |
| Привод пульсирующего конвейера | 1984 |
|
SU1180316A2 |
| Устройство для окраски и сушки труб | 1973 |
|
SU650662A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
A -A
as
-j I
