(54) СИСТЕМА УПРАВЛЕНИЯ ПРИВОДОМ ЛЕТУЧИХ НОЖНИЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления приводом летучих ножниц | 1981 |
|
SU980969A1 |
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
| Система управления приводом многоклетьевого профилегибочного стана с порезкой проката на ходу приводными летучими ножницами | 1982 |
|
SU1049200A1 |
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Система управления приводом летучих ножниц | 1980 |
|
SU889416A1 |
| Устройство управления летучими ножницами | 1985 |
|
SU1304994A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЛЕТУЧИМИ БАРАБАННЫМИ НОЖНИЦАМИ | 1973 |
|
SU384668A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1299717A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
1
Изобретение относится к автоматизации прокатного производства и может быть использовано для управления летучими ножницами профилегибочных агрегатов и прокатных станов.
Известна система управления приводом летучих ножниц, содержащая блок управления приводом летучих нож.ниц с регуляторами скорости и положения ножей, импульсный датчик перемещения ножей летучих ножниц, датчик реза, следящий ролик с датчиком скорости полосы и импульсным датчиком перемещения полосы, соединенным с вычитающим входом регулятора положения блока управления приводом летучих ножниц 1.
Эта система обеспечивает изменение скорости ножей летучих ножниц в зависимости от величины рассогласования между положением ножей и местом реза на полосе. При этом колебания скорости полосы и ускорения летучих ножниц от реза к резу не вызывает отклонения длин отрезаемых профилей от заданной величины. При длине профилей, больших некоторой граничной длины, летучие ножницы работают в режиме запусков на каждый рез, а при длинах.
меньших граничной - в режиме непрерывного вращения с изменением скорости между резами. После технологических остановок система обеспечивает .мерный ре.з полосы, достигшей установившейся скорости к моменту запуска летучих ножниц на рез.
Однако такая система не обеспечивает возможность регулируемого обгона полосы ножами летучих ножниц в зоне реза, что ухудшает качество и точность реза полосы.
Цель изобретения - повышение качества и точности реза полосы.
Указанная цель достигается тем, что система управления приводом летучих ножниц, содержащая блок управления приводом летучих ножниц, с регуляторами скорости и положения ножей, импульсный датчик
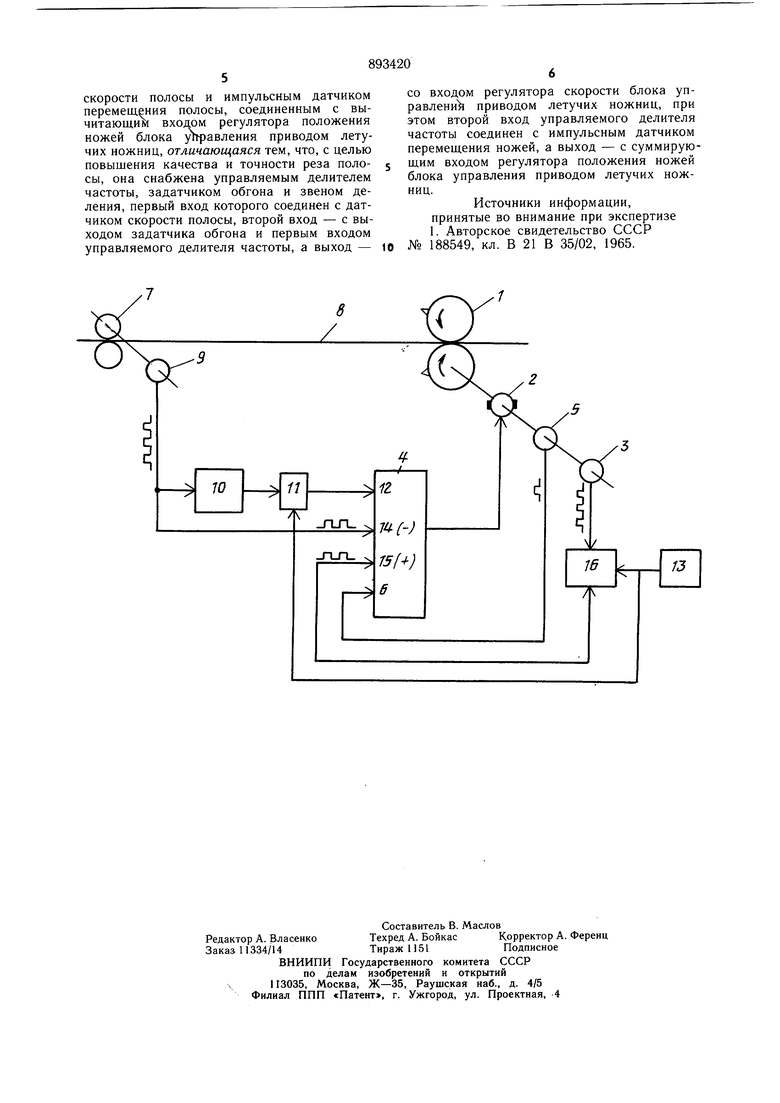
15 перемещения ножей летучих ножниц, датчик реза, следящий ролик с датчиком скорости полосы и импульсным датчиком перемещения полосы, соединенным с вычитающим входом регулятора положения ножей блока управления приводом летучих ножниц, снабжена управляемым делителем частоты, задатчиком обгона и звеном деления, первый вход которого соединен с датчиком скорости полосы, второй вход - с выходом задатчика обгона и первым входом управляемого делителя частоты, а выход - со входом регулятора скорости блока управления приводом летучих ножниц, при этом второй вход управляемого делителя частоты соединен с импульсным датчиком перемещения ножей, а выход - с суммируюш.им входом регулятора положения ножей блока управления приводом летучих ножниц. На чертеже представлена функциональная схема системы. Система содержит летучие ножницы I с приводом 2, импульсный датчик 3 перемещения ножей летучих ножниц, блок 4 управления приводом летучих ножниц с регулятором скорости и регулятором положения ножей, датчик 5 реза, соединенный с входом 6 блока 4, следящий ролик 7, контролирующий перемещение профильной полосы 8 и механически соединенный с импульсным датчиком 9 перемещения полосы 8. С датчиком 9 соединен вход датчика 10 скорости полосы 8 (например, преобразователь частоты в напряжение), выход которого соединен с первым входом звена 11 деления. Выход звена 11 деления соединен с входом 12 регулятора скорости блока 4 управления приводом летучих ножниц. Второй вход звена 11 деления соединен с задатчиком 13 обгона, задающим коэффициент К -к где Кобг. -Vnзаданное отношение скорости ножей летучих ножниц к скорости полосы. Так как коэффициент Кобг. 1, ™ К 1. Напряжение на входе звена 11 деления Uf, и напряжение на его выходе связаны соотнощением UH -yf- Un-Ko6r.-(1) Импульсный датчик перемещения полосы 9 соединен с вычитающим входом 14 регулятора положения блока 4 управления приводом летучих ножниц, суммирующий вход 15 которого соединен через управляемый делитель 16 частоты с импульсным датчиком 3 перемещения ножей летучих ножниц Ко второму входу управляемого делителя 16 частоты подключен задатчик 13 обгона. Делитель 16 уменьшает частоту f импульсов датчика 3 до величины f - f к - в-/2 н - н Кобг В связи с этим цена fj, импульса (в единицах длины) на выходе делителя 16 связана с ценой FM импульса датчика 3 следующим соотношением fn Гн-Ковг. Цена импульса датчика 3 равна цене f,, импульса датчика 9. Поэтому fj, n oirСистема работает следующим образом. Во время реза ножи летучих ножниц 1 движутся со скоростью VH, определяемой величиной напряжения U, подаваемого на вход 12 регулятора скорости блока 4 управления приводом летучих ножниц. Для отрезания профилей заданной длины скорость летучих ножниц 1 изменяется между резами регулятором положения блока 4 управления приводом летучих ножниц в зависимости от величины рассогласования между положением ножей и местом реза на полосе. Начальное рассогласование uEj равное разности между заданной длиной профиля и длиной траектории ножей, вводится в следящее устройство регулятора положения (например реверсивный счетчик) в момент реза по сигналу датчика 5 реза. В процессе движения полосы 8 и ножей летучих ножниц 1 датчик 3 перемещения летучих ножниц и датчик 9 перемещения полосы контролируют соответственно путь ножей ly, и полосы {(,- В следящем устройстве регулятора положения фиксируется текущее рассогласование. St Дбз+ H-tn В зависимости от вели11ины 5tno сигналу регулятора положения летучие ножницы 1 после реза снижают скорость, либо останавливаются и в последующем увеличивают скорость до момента, когда оканчивается отработка рассогласования и величина В1 становится равной нулю. С этого момента ножи летучих ножниц 1 и полоса 8 движутся синхронно, причем количество импульсов, поступающих за единицу времени на входы 14 и 15 блока 4 управления приводом летучих ножниц, равЯы. Так как цена импульса управляемого делителя 16 частоты больше цены импульса импульсного датчика 9 перемещения полосы согласно формуле (2), скорость ножей летучих ножниц н Ko6r.-VH(3) Выражение (1) показывает, что, благодаря наличию звена деления 10 напряжение UH, задающее скорость ножей летучих ножниц 1 в режиме синхронного движения и при резе, всегда соответствует скорости ножей, которая задается следящим устройством блока 4 согласно выражению (3). Таким образом, наличие управляемого делителя частоты, задатчика обгона и их связей с системой позволяет осуществить обгон полосы ножами, регулируемый в зависимости от сортамента профилей и слоВИЙ технологического процесса профили - - --- ж„„,. рования или прокатки, что повышает качество резки. Наличие звена деления и его связей с системой повышает точность резки за счет исключения статической ошибки в регуляторе положения из-за несогласованности задания на скорость ножей летучих ножниц при резе и заданной величины обгона, а также исключает ручную настройку величины задания скорости ножей при изменении обгона. Формула изобретения Система управления приводом летучих ножниц, содержащая блок управления приводом летучих ножниц, с регуляторами скорости и положении ножей, импульсный датчик перемещения ножей летучих ножниц, датчик реза, следящий ролик с датчиком скорости полосы и импульсным датчиком перемещения полосы, соединенным с вычитающий входом регулятора положения ножей блока управления приводом летучих ножниц, отличающаяся тем, что, с целью повышения качества и точности реза полосы, она снабжена управляемым делителем частоты, задатчиком обгона и звеном деления, первый вход которого соединен с датчиком скорости полосы, второй вход - с выходом задатчика обгона и первым входом ходом задатчика оогона и первым слиди™ управляемого делителя частоты, а выход - со входом регулятора скорости блока управлени 1 приводом летучих ножниц, при этом второй вход управляемого делителя частоты соединен с импульсным датчиком перемещения ножей, а выход - с суммирующим входом регулятора положения ножей блока управления приводом летучих ножниц. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР oQ AOvnR 9 R IQfiS № 188549, кл. В 21 В db/U, 1УОО.
