Известны устройства для обработки гибких кромок кольцевых резиновых деталей, например для шероховки ланок седловины выдыхательного клапана противогаза, содержащие вращающиеся с деталями оправки и абразивные круги.
В таких устройствах щероховку гибких кромок деталей производят на абразивном круге с .применением ручного труда, что снижает производительность и качество и ероховки.
Предлагаемое устройство отл.ичается от известных тем, что вблизи рабочей поверхности абразивного круга установлено сонло для подачи сжатого воздуха на тыльную сторону обрабатываемой кромки детали для ее прижима к абразивному кругу.
Это позволяет П01высить производительность труда и качество щероховки гибких кромок резиновых деталей.
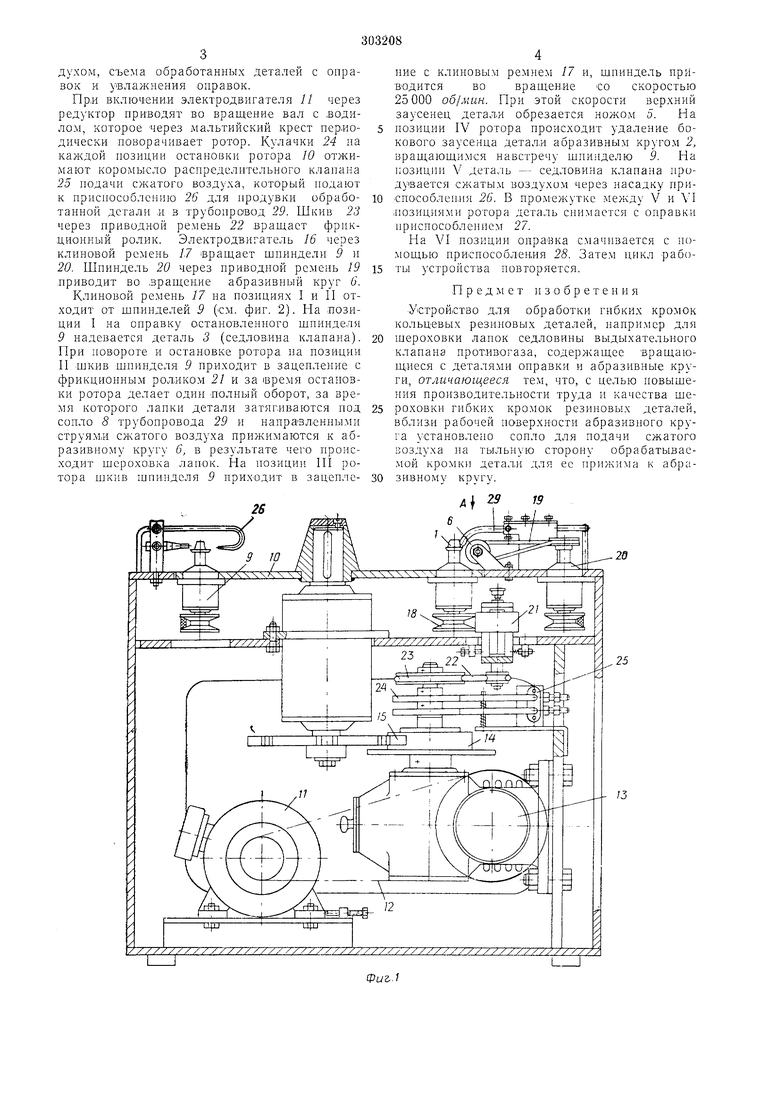
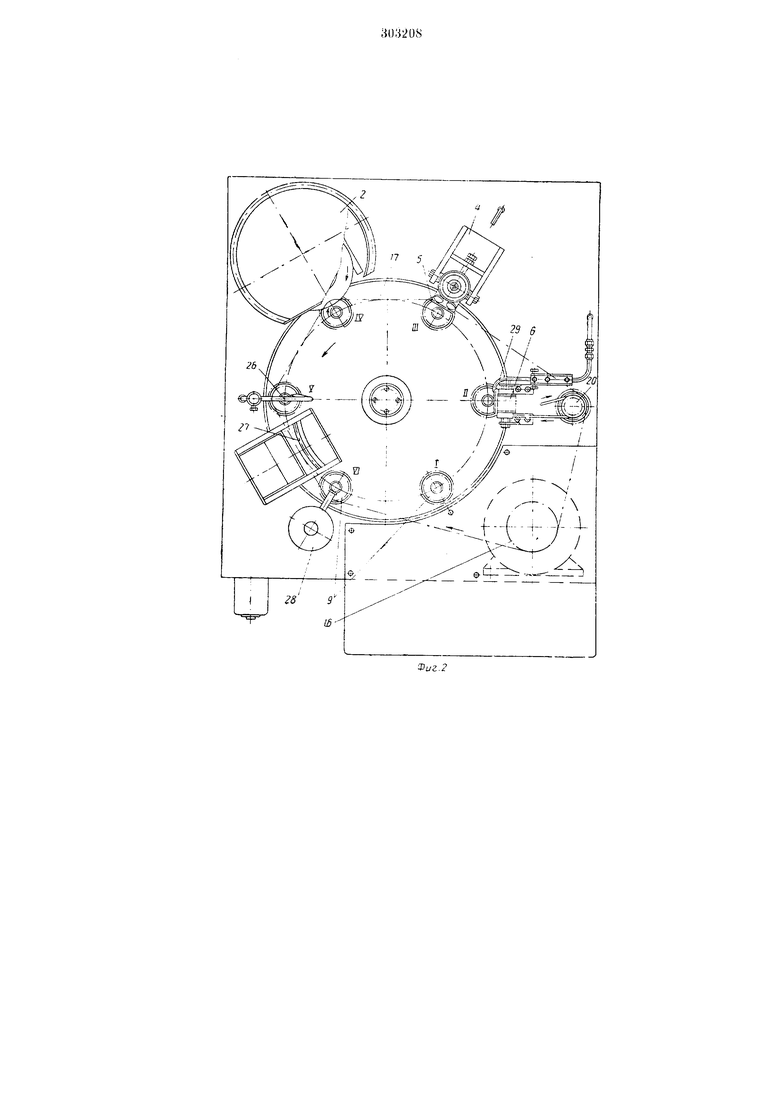
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - то же, вид в плане; на фиг. 3 - вид но стрелке А на фиг. 1; на фиг. 4 - разре по Б-Б на фиг. 3.
Устройство содерл,ит вращающиеся с деталями оправки /, абразивный круг 2 для удаления заусенцев с боковых поверхностей седловины клапана 3, подвижный от привода 4 нож 5 для срезания верхних заусенцев, выступающих на кромках центрального отверстия клапана 3, и абразивный круг б для щероховки лапок 7 седловины клапана.
Вблизи рабочей поверхности абразивного круга установлено сопло 8 для подачи сжатого воздуха на тыльную сторону обрабатываемой кромки детали - одной из лапок седловины клапана - для ее прижима к абразивному кругу. Оправки закреплены на щпинделях 9, смонтированных на поворотном роторе W, периодически вращающемся от электродвигателя // посредством клиноременной передачи 12, редуктора 13, водила 14 и мальтийского креста 15.
Вращение шпинделей с оправками и обрабатываемьпш деталями осуществляется от электродвигателя 16 посредством клинового ремня 17 и щкивов 18 щпинделей 9. Вращение абразивного круга 6 нроизводится посредством приводного ремня 19 и щкива шпинделя 20.
Шкив 18 щпинделя 9 связан с фрикционным роликом 21 и посредством приводного ремня 22 со щкивом 23, закрепленным на одном валу с водилом 14 и кулачками 24, регулирующими работу распределительного клапана 25 подачи сжатого воздуха.
В устройст1ве предусмотрено применение приспособлений 26, 27 и 28 соответственно для
духом, съема оораоотанных деталей с оправок и увлажнения онравок.
Пр,и включении электродвигателя // через редуктор приводят во вращение вал с ,водиЛОЛ1, которое через мальтийекий креет периодически поворачивает ротор. Кулачки 24 на каждой позиции остановки ротора 10 отжимают коромысло распределительного клапана 25 подачи сжатого воздуха, который нодают к приспособлению 26 для продувки обработаппой детали ,и в трубонровод 29. Шкив 23 через приводной ремень 22 вращает фрикдионный ролик. Электродвигатель 16 через клиновой ремень 17 вращает щпиидели 9 и 20. Шпиидель 20 через ириводпой ремень 19 .приводит во .вращение абразивный круг 6.
Клиновой ремеиь 17 на поз.ициях I и II отходит от шаипделей 9 (см. фиг. 2). На позиции I на оправку о.етановленного щпинделя 9 надевается деталь 3 (седловина клапана). При повороте и остановке ротора на позиции II щкив щпинделя 9 приходит в зацепление с фрикционным роллком 21 и за время остановки ротора делает один лолный оборот, за время которого лапки детали затягиваются под сопло 8 трубопровода 29 и направлен}1ыми струям.и сжатого воздуха прижимаются к абразивному кругу 6, в результате чего происходит шероховка лапок. На позиции III ротора щкив щпкнделя 9 приходит в зацепление с к.тиновым ремнем 17 и, щпиндель приводится во вращение со скоростью 25000 об/мин. При этой скорости верхний заусенец детал.и обрезается ножом 5. На позиции IV ротора происходит удаление бокового заусенца детали абразивным круго.м 2, вращающимСя навстречу щнинделю 9. На позиции V деталь - седловина клапана продувается сжатым воздухом через насадку приснособлепия 26. В промежутке .между V и VI позициями ротора деталь сиимается с оправки прпснособлепием 27.
На VI позиции оправка с.мачивается с иомощью ирИ|Способлен,ия 28. Зате.м цикл работы устройства повторяется.
Предмет изобретения
Устройство для обработки гибких кромок кольцевых резиновых деталей, напри.мер для шероховки лапок седловипы выдыхательного клапана нротивогаза, содержащее вращающиеся с деталями оиравки и абразивные круги, отличающееся тем, что, с целью повыщения производительности труда и качества щероховки гибких кромок резиновых деталей, вблизи рабочей поверхности абразивного круга установлено сонло для подачи сжатого воздуха па тыльную сторону обрабатываемой кромки детали для ее прижима к абразивному кругу.
Фаг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обрезки заусенцев с резиновых деталей | 1961 |
|
SU148218A1 |
| Устройство для шероховки ленточного материала | 1975 |
|
SU557926A1 |
| Устройство для обработки сферических поверхностей деталей | 1982 |
|
SU1024239A1 |
| ПОЛУАВТОМАТ ДЛЯ ОПРАВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1972 |
|
SU339416A1 |
| ПОЛУАВТОМАТ ДЛЯ НАНЕСЕНИЯ КОЛЬЦЕВОГО ДЕКОРАТИВНОГО ШТРИХА НА КРЫШКИ ЧАСОВ | 1968 |
|
SU231340A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Устройство для обработки внутренних поверхностей изделий,имеющих форму тел вращения | 1983 |
|
SU1256985A1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1992 |
|
RU2036771C1 |
| Абразивно-отрезной станок | 1987 |
|
SU1530416A1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |

f 3 8
