Устройство относится к распределительным ленточным конвейерам, напр.имер, для .выборочного снятия, ориентации и установки в накопители различных движущихся изделий.
В Промышленности известны устройства для захватывания или съема металл,ическ.их чушек, металлолома, издел.ий и других грузов, находяш,ихся в неподвижном состоянии, с дальнейшим их перемеш,ением.
Однако эти устройства тихоходны, ими не -Предусматривается .выборочный захват или съем различных по высоте и конфигурации изделий. Они .не могут захватывать или сни-мать требуемый тип изделий, дв.ижушихся в обш,ем потоке, с дальнейшей ориентацией и перемеш,ен,ием каждого типа изделий в строго заданное место.
В пищевой промышленности известны машины для автоматической укладки банок в тару, например машина марки МУКБ-1 для укладки наполненных стеклянных консервных банок в тару. Машина содержит приемный транспортер для банок, накопитель банок, выполненный в виде транспортеров, расположенных перпендикулярно приемному, с направляющими линейками для формования блока банок, подъемный электромагнит, совершающий возвратно-поступательное движение в вертикальном и горизонтальном направлениях, и механизм для выгрузки наполненной тары.
Вследствие некоторой разницы в высоте стеклянных банок при опускании на них плоского электромагнита более низкие банки не притягиваются или притягиваются не всей поверхностью крышки. В результате при переносе банок с транспортера к таре некоторые, наиболее низкие, банки остаются на транспортере, а притянутые не всей поверх11остью открываются и разбиваются.
Механизмы такой машины не могут быть использованы для выборочного снятия различных по высоте и конфигурации ферромагнитных изделий, заготовок или деталей, непрерывно перемещающи.хся в общем потоке транспортирующего устройства с дальнейшей ориентацией и перемещением каждого типа .изделий .в строго заданное место. Кроме этого, у машины для захвата изделия электромагнит опускается до соприкосновения с банкой.
Предлагаемое устройство предназначено для устранения этих недостатков.
Целью настояшего изобретения является создание высокопроизводительного устройства для снятия с транспортера непрерывно перемещающихся изделий, полностью или частично изготовленных пз ферромагнитного мау.становкои в накопители, прием.ные или транспортные устройства .или на место сборки.
Для этого снимают движуидиеся изделия с транспортера путем за,мены возвратно-лостунательных движений съемников к изделию и обр.атно ;в исходное .положение, притяжением изделия к электромагнитному съемншсу. Ориентация изделий осуществляется боковыми ориентирующим.и электромагнлтами, место установки которых .и последовательность включения выбирается IB зависимости от конфигурации и угла поворота .изделий.
Каждый электромагнитный съемник укрепляется на оси, поэтому он вместе с притянутым ,издел,ием под действием на изделие электромагнитных .нолей ориентирующих электромагнитов легко разворачивается вокруг оси и точно ориентируется в заданном положен,ии.
Электромагнитные съемники и ор.иентирующие электромагниты устанавливаются вдоль трал СП орт ер а в местах расположения приемных устройств ,или накол.ителей.
Калчдый электромагнитный съемник и ориситирующие электромагниты имеют автоматическое упр.авление, позволяющее им работать самостоятельно независимо от других электромагнитов, располол енных над транспортером.
Электромагнитные съе.м.ники раснолагаются над транспортерОаМ на высоте несколько больщей суммы высот снимаемого и вслед иеремещающегося наиболее высокого изделия. Это делается для того, чтобы обеспеч.ить свободное прохождение под притянутым изделием всех перемещающихся но транспортеру изделий.
Для выборочного съема изделия лри прохождении его под электромагнитным съемником последний авто.матически включается, движущееся изделие мгновено притягивается к съемнику и включает ориент.ирующ.ие электромагниты, происходит ориентация изделия.
В зависимости от заданной .программы начало ориентирования изделий производится или одновременно со съемом их с транспортирующего устройства, ил.и лосле притяжения (Издел.ий к съем.нику с одноврслменным или последоватсльныл включением съемника .и opiiептирующих электромагнитов.
Ориентирующие электро.магниты разворачивают изделие на нужный угол по отношению к оси транспортера л удерживают его в этом положении.
Испытаниями установлено, что в зависимости от из-менепия скорости .перемещения изделий ло транспортеру, ферромагнитных свойств изделий, их веса, конфигурации и но другим причинам даже одинаковые изделия, притягиваемые К съемнику, располагаются на электромагните неодинаково, т. е. нмеют смещения относительно вертикальной осп съемника. Смещенные изделия не нроходят в накопители или приемные устроГгства, что лрекрап(ает работу съемника.
В предлагаемом устройстве такой недостаток устраняется за счет бокового неремещения съемника до совпадения оси изделия с осью накопителя, а окончательная ориентация изделия, перед сбросо.м его в накопитель, осуществляется при упоре изделия в подпружииенный профильный упор, располол енный над окно.м на1К.опителя. Для устранения перегревания электрокатушек и сохранения .мини.мальных раз.меров электромагнитов к цепи об.моток электрокатущек дополнительно присоединяются сопротивления, автоматически включаемые изделием, притянуты.м к съемн.ику.
У ориентирующих электромагнитов дополнительное сопротивление включается после правильной орпентадии изделия.
Для сокращения технологического времени и упрощения конструкции ориентирующих устройств изделия ориентируются одновременно с перемещением изделий к накопителю.
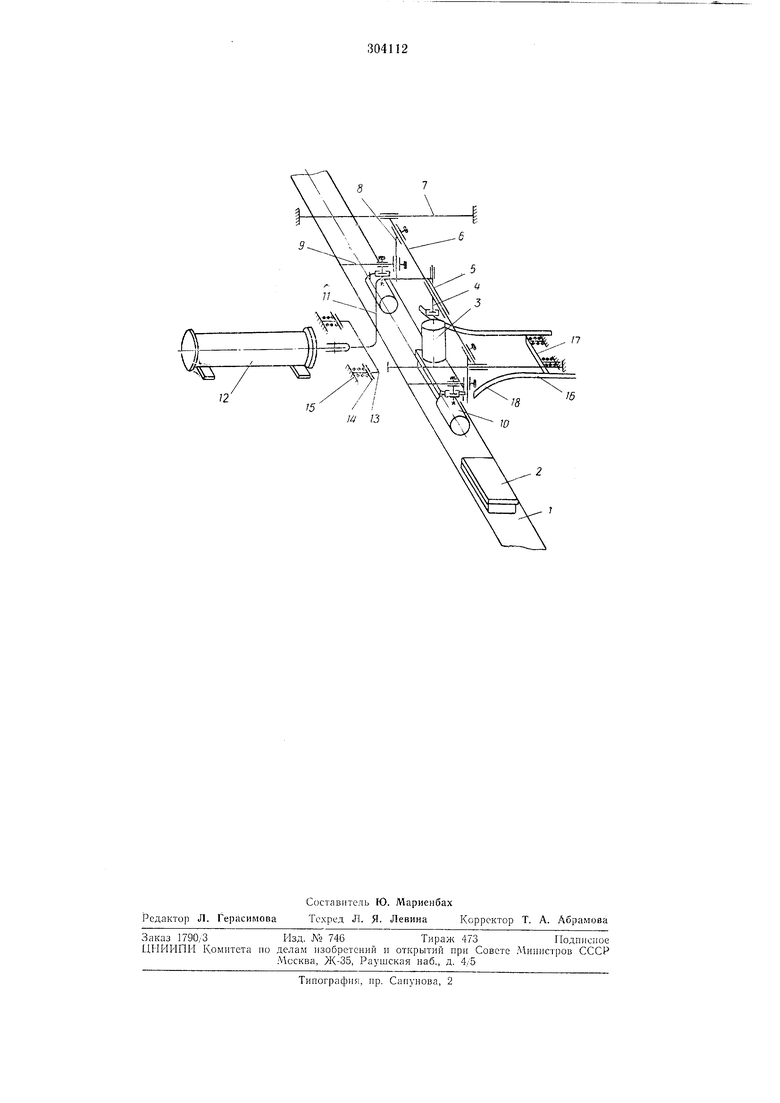
На чертеже изображено устройство для выборочного снятия, ориентации и установки в накопители различных движущихся изделий (деталей, загото.вок). Оно состоит из транспортера / или другого транспортирующего устройства, на ленту которого укладываются и вместе с лентой перемещаются изделия 2.
По бока:.м транспортерной ленты устанавливаются регулируемые но ширине направляющие борта.
Над транспортером расположены электромагнитные съе.мники 3, состоящие из корпусов и укрепленных в них электромагнитов. Каждый электромагнитный съемник щарнирно соединен с вертикальной осью 4 ползуна 5, и в процессе ориентации о.и может разворачиваться вокруг этой оси. Нолзун подвижно укрепляется .на раме 6 и перемещаться .по раме IB стороны до упоров, препятствующих пр. изделия к ориентирующему электро.магниту.
Pa.via укреплена на параллелях 7 (параллельные брусья), и при .перемещении съемника к накопителю и обратно она скользит по параллелям. Для .поворота съемника вокруг оси ползуна к раме на регулируе.мых .в пространстве стержнях 8 и 9 шарнирно укреплены ориентирующие электромагниты 10.
Нолзун шар.нирно соединен с передним концом водила }1, которое задни.м концом также шарнирно связан со штоком пне.в.могидравлического .привода 12. К задпе.му концу водила неподвижно прикреплен упорный брус 13 с упорам.и 14. По бокам пневмогидравлического привода установлены подпружиненные упоры 15, при помощи которых в исходном пололсении продольная ось водила и накопителя устанавливаются в одной .вертикальной лласкости.
Справа от электромагнитных съемников расиолол ены накопители 16 и нодлружиненные профильные упоры 17. Профильные улоpi)i служат для точной ориентации изделий перед их сбросом .в накопители.
Автоматическая работа устройства осуществляется по разработанным пневматическим и электрическим схемам управления.
На перемещающуюся ленту транспортера без интервала и очередности укладываются изделия различной конфигурации и толщины и перемещаются к съемникам.
Для гарантированного съема .изделия с транспортирующего устройст1ва первоначаль«о через электрокатущку электромагнита съемника пропускают максимальный ток, который включается только в момент съема изделия с дальнейщ.им уменьшением тока до номинальной величины. Уменьшение тока достигается, например, автоматическим подключением доиолнительного сопротивления.
С момента отрыва изделия от транспортной ленты начинается его ориентация, разворачивание изделия в требуемое положение по отношению к оси транспортера, например сохранение параллельности между горизонтальными осями транспортера и изделия или сохранения нужного угла между этими осями. Одновременно включается максимальный ток в катушки ориентирующих электро.магнитов, это делается для быстрой ориентации изделий.
От взаимодействия на изделие электромагнитных полей ориентирующих электромагнитов и съемника изделие разворачивается и устанавливается в заданное положение по отношению к продольной оси транспортирующего устройства.
После того как изделие сориентировано, оно нажимает на шток конечного ;выключателя и включает дополнительное сопротивление в обмотку электрокатушек ориентирующих электромагнитов, уменьшая ток до нормальной величины.
Одновременно с выключением дополнительных сопротивлений замыкается цепь питания электромагнита аневлюгидравличеокого привода, который перемещает щариирно соединенное со штоком водило по параллелям 7 к накопителю 16 или месту разгрузки и соедииенные с ним ползун, раму, съемник и изделие.
В предлагаемом устройстве несимметричное расположение изделия, притянутого к электромагниту съемника, не .приведет к наруше.нию работы устройства, так как пр.и перемещении изделия к накопителю о.но будет соприкасаться с наиравляющими планками 18 накопителя 16 и отклонятся в сторону вместе со съемником, ползуном и водилом.
В крайнем пра.вом полол ;ении изделие своим ко.нтуром войдет в пазы профильного упора 17, изделие точно сориентируется и выключится при помощи конечных выключателей электроцепь съемника. Изделие упадет в пр.иемное окно .накопителя или на приемную площадку, а съемник возвратится в исходное иоложение.
В дальнейшем цикл работы повторится.
Предмет изобретения
1.Устройство для выборочного снятия, ориентации и установки в накопители различных движущихся изделий, выполнеп11ое в виде электромагнитных съемнико.в, расположенных над транспортерным устройством, отличающееся тем, что, с целью совмещения съема и ориентации непрерывно движущ.ихся различных по конфигурации и толщине деталей и их рассортировки, в нем каждый электро.магнитный захват выполнен с четырьмя стенками подвижности - двумя иоступательными дв.ижениями, из которых одно в направлении разгрузки, другое ему иерпепдикулярио, .и двумя поворотами - вокруг оси, совпадающей с направлением второго поступательного движения и вокруг вертикальной оси, а ориентация деталей осуществляется ориентирующими электромагнитами, прикрепленными К раме через регулируемые в пространстве стержни, а также направляющими планками и подпружиненными упорами.
2.Устройство по п. 1, отличающееся тем, что, с целью обеспечения свободного прохода вслед перемещающихся деталей, электромагнит1Ш1е съемники устанавливаются .над движущимися деталями на высоте большей суммы высот самой высокой и снимаемой на данной .позиции детали.
3.Устройство но пп. 1 и 2, отличающееся тем, что в цепи обмоток катушек электромагнитов включены дополнительные сопротивления, автоматически включаемые посредство.м конечных выключателе, взаимодействующих с дв.ижущейся деталью.
/2

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки и ориентации деталей с осевыми выводами | 1975 |
|
SU575290A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499412A1 |
| Устройство для съема штучных изделий с пресса | 1975 |
|
SU573350A1 |
| Устройство дл маркировки изделий | 1969 |
|
SU496613A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАНИЯ И НАКОПЛЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2011504C1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для передачи изделий | 1977 |
|
SU658049A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Устройство для ориентирования деталей с выемкой | 1985 |
|
SU1284780A1 |