Известен сварочный полуавтомат, состоящий из механизма подачи электродной проволоки, ручных держателей с набором шлангов, шкафа управления, тележки и катушки для электродной проволоки. Наиболее сушественными недостатками известного полуавтомата являются: быстрый выход из строя редуктора механизма подачи проволоки из-за рывков в момент начала вращения бухты (катушки), небольшой диаметр колес тележки и, кроме того, из-за необходимости вращать бухту проволоки вместе с катушкой требуется двигатель повышенной мощности.
Предложенное устройство отличается от известного тем, что, с целью улучщения транспортабельности и удобства эксплуатации, корпус полуавтомата выполнен в виде барабана, внутри которого жестко закреплен бухтодержатель со съемным диском, снабженным шарнирно установленным в его центре крюком для съема проволоки.
Тележка, выполненная в виде барабана, являющегося одновременно корпусом полуавтомата, легко транспортируется путем перекатывания с места на место, что очень удобно, например, для условий монтажной площадки.
отсутствуют рывки, затрудняющие работу редуктора механизма нодачи проволоки. Мощность, затрачиваемая на снятие одного витка проволоки, намного меньше, чем для вращения целой бухты, поэтому высвобожденную мощность можно использовать в механизме для очистки проволоки.
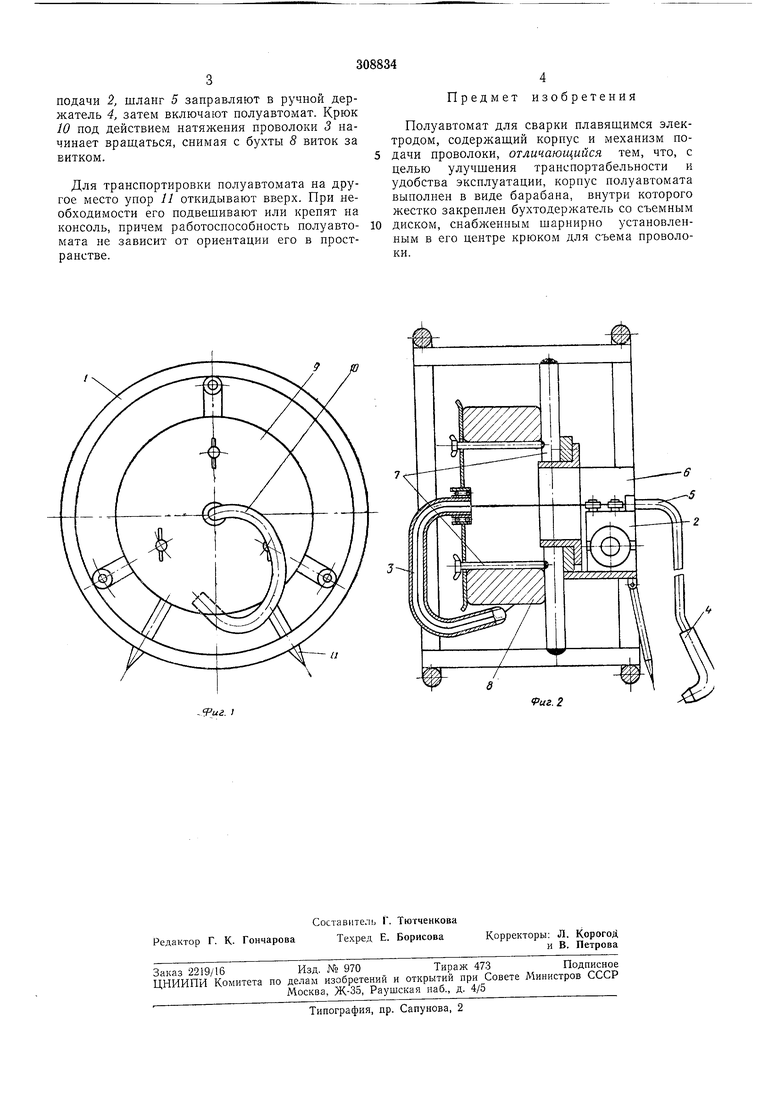
На фиг. 1 с.хематмчески изображен нреллягаемый полуавтомат, общий вид; на фиг. 2 - то же, разрез.
Полуавтомат содержит корпус 1, выполненный в виде барабана, внутри которого с одной стороны крепятся механизм 2 подачи
электродной проволоки 3, ручной дерл атель 4, соединенный с механизмом 2 гибким шлангом 5, и шкаф управления 6, с другой стороны - бухтодержатель 7, на который надевается неподвижно бухта 5 с электродной проволокой 3, удерживаемая от осевого перемещения съемным диском 5. В центре диска шарнирно закреплен полый крюк 10. Упор // удерживает полуавтомат от самопроизвольного качения.
Полуавтомат работает следующим образом. Для заправки электродной проволокой 3 полуавтомат кладут на торец бухтодержателем 7 вверх, снимают диск 9 и укладывают бухту 5. После закрепления бухты 8 в бухтодержаподачи 2, шланг 5 заправляют в ручной держатель 4, затем включают полуавтомат. Крюк 10 под действием натяжения проволоки 3 начинает вращаться, снимая с бухты 8 виток за витком.
Для транспортировки полуавтомата на другое место упор 11 откидывают вверх. При необходимости его подвешивают или крепят на консоль, причем работоспособность полуавтомата не зависит от ориентации его в пространстве.
Предмет изобретения
Полуавтомат для сварки плавяш,имся электродом, содержащий корпус и механизм подачи проволоки, отличающийся тем, что, с целью улучшения транспортабельности и удобства эксплуатации, корпус полуавтомата выполнен в виде барабана, внутри которого жестко закреплен бухтодержатель со съемным
диском, снабженным шарнирно установленным в его центре крюком для съема проволоки.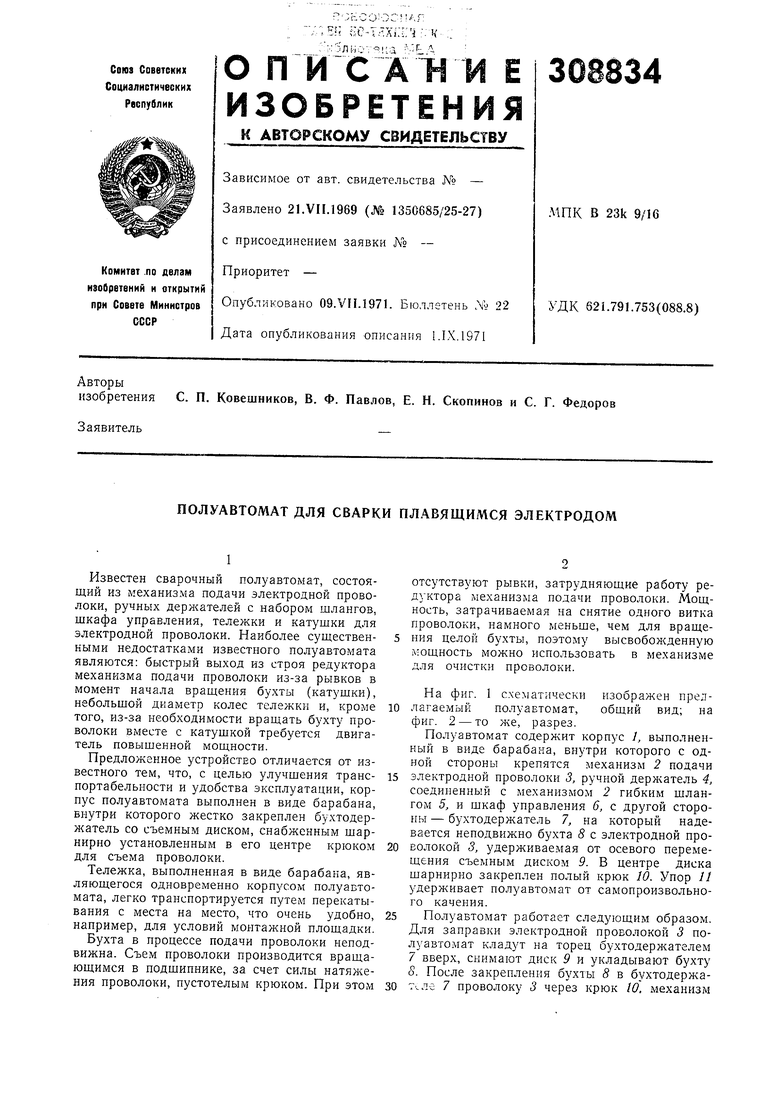
| название | год | авторы | номер документа |
|---|---|---|---|
| Бухтодержатель | 1977 |
|
SU743749A1 |
| СПОСОБ ОЧИСТКИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151039C1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| Устройство для транспортирования длинномерных гибких изделий через технологические ванны | 1989 |
|
SU1724548A1 |
| ПОЛУАВТОМАТ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1969 |
|
SU251122A1 |
| Технологический комплекс для производства изделий дренажных систем и водоотведения | 2022 |
|
RU2818201C1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для сварки | 1978 |
|
SU778967A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| Разъемная катушка для намотки или размотки бухт | 1982 |
|
SU1037996A1 |
