Изобретение относится к сварке, а именно к устройствам для сборки и сварки преимущественно панелей с ребрами.
Известно устройство для автоматической сварки иреимущественно панелей с ребрами, содержащее основание, подвижную вдоль основания раму с механизмом шаговой фиксации и ложементом для крепления элементов свариваемого изделия, например панелей.
Однако это устройство не дает возможности производить сварку под сварку панелей с ребрами, которые могут быть расположены относительно панели под любым углом.
Цель изобретения - повысить производительность и качество свариваемых изделий.
Это достигается тем, что устройство снабжено кондуктором для сборки ребер, установленным на основании с возможностью горизонтального перемещения в направлении, перпендикулярном к направлению движения рамы, а также с возможностью поворота в вертикальной плоскости в направлении движения рамы.
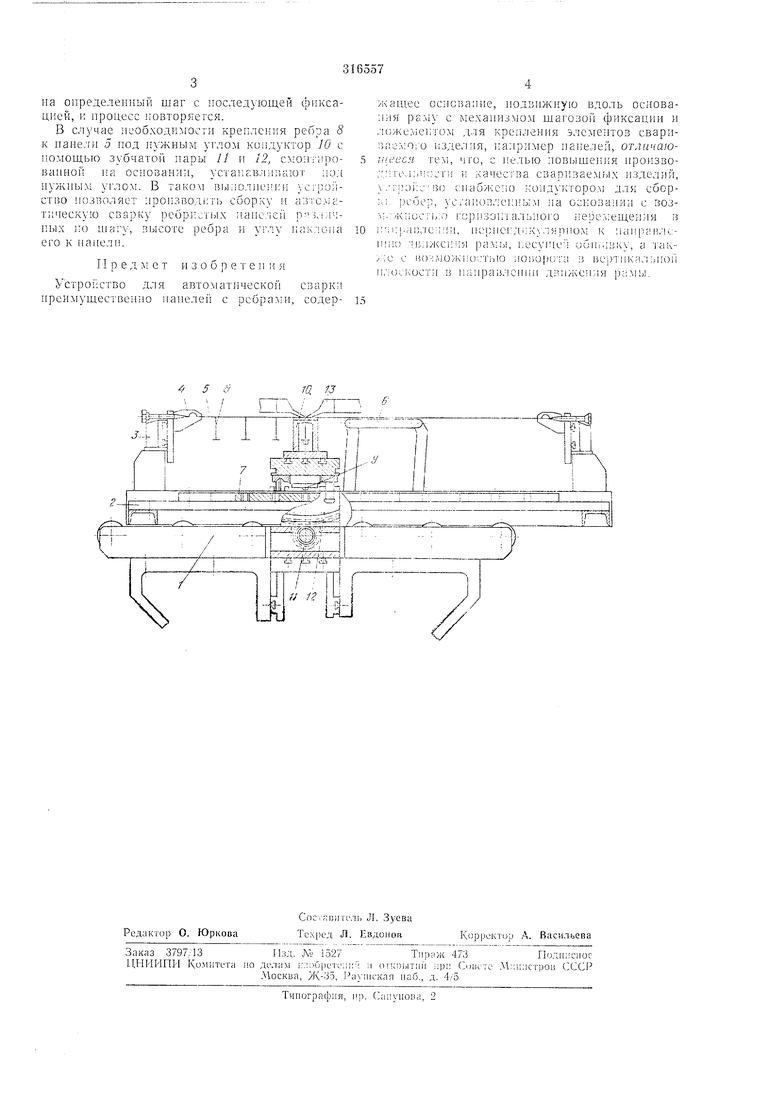
На чертеже изображепо предлагаемое устройство, общий вид.
4 для зажима панели 5, откидные ложементы 6 для удержания обшивки от провисания в процессе сзйрки механизм фиксации , г ьп10лиен1 Ы11 а niuie сменной делительной л:;;:ейк1 7 для определения шага привариваемых ребер 8 и фиксатора 9.
На основании с возможностью горизонтального пегелкмденпя в направлении, пернендикхлярьо:,: к движению рамьс, установлен конд ктор 10, который с помощью зубчатых пар // и 12 имеет во можность поворота в вер;:1кально1 плоскоеni в направлении движения рамы 2 с панелью J.
Устройство работает следующим образом. Панель 5 устанавливают па откидные ложементы 6 и закрепляют между губками захватов -.
Ребро 6 закладывают в кондуктор 10, расголожепны вне рабочей зоны, который затем подается в иаправлен и, перпендикулярном к направлению перемещения рамы, в зону сварки, и о)иксируется фиксатором 9 на отверстии делительной линейки 7, определяя положеппе ребра 8 относительно панели 5. Затем обшпвка прижимается пневмоклавишамн 13 к рабочей плоскости кондуктора 10 производится сварка первого шва. После расфнксированпя рамы 2 кондуктор W выкатывается в нерабочее положение для закладки в него нового ребра. Рама перемещается
на определенный шаг с последующей фиксацией, и процесс повторяется.
В случае цеобходкмости крепления ребра 8 к панели 5 под нужным углом копдуктор JO с iiOMODHbio зубчатоГ пары 11 и 12, смо-пИроваинон па основании, устапавлипают пол нужным углом. В такол вы:1олпеп1;п CTiiO позволяет ироизводкгь сборку и тическую сварку ребрист1 1х панелсГ р-Зллчпых по Hjary, высоте ребра и углу его к панели.
Предмет и з о б р е т е п п я
Устр01;ство для автоматнческой сварки преимугцествепно папеле с рсбрамн, содержащее ocHorsanne, нодвнжную вдоль основания раму с механнзмо-м шаговой фиксации н .южемсптом для крепления элементов сварн:1аел:0:о ,тия, например панелей, отличаюlueecn тем, что, с пелыо иовынлеппя ироизво;,,i;;jT4 и качества сварпваемг 1х пзделий, .Г|К)1:счэо снабжено }:оидукторол1 для сбор:-. ребер, ус;анов,1епным на основании с возA;-;/i nocTij,c) 1г;рпзоптальпо10 ерел:ещения в :; :ра;;;1с;;пи. псм;нсгд:;к лярпом к панг;а). рамы, обпипзкх, а так/ ;е с ),к) поворота в ве|)Т 1ка;;ьпо11 n,:OLi-;ocTn в паправлешн движения рал1ы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| СПОСОБ СВАРКИ РАМЫ МИКРОАВТОМОБИЛЯ КАРТ | 2023 |
|
RU2825352C1 |
| Машина для контактной сварки панелей | 1981 |
|
SU1009674A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ ^СЕСОЮоНАЯТмТ?ИТ1Ш-=ТЕ1Ш1?ОНМ| | 1972 |
|
SU331858A1 |
| Устройство для сборки и сварки изделий | 1986 |
|
SU1395444A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Роботизированная линия для точечной сварки узлов легковых автомобилей | 1986 |
|
SU1357176A1 |
4 5 о , - % -41Д- -.,-1 .-
