Изобретение относится к области холодной штамповки листового материала, а, именно к разделительным штампам со смазкой инструмента и заготовки.
Известен штамп, снабженный устройством для смазки пуансона и заготовки, состояшим из смесителя смазочного веш,ества и сжатого воздуха, и системы подвода смеси в углубление в верхней части съемника, откуда при иеремеш,ении пуансона смазка попадает на рабочую часть пуансона и заготовки.
Предлагаемый штамп отличается от известного тем, что на направляющей части пуансона выполнена кольцевая канавка с уменьшающейся по направлению к рабочей части пуансона глубиной.
Это обеспечивает упрощение конструкции штампа и процесса подачи смазки в зону штамповки.
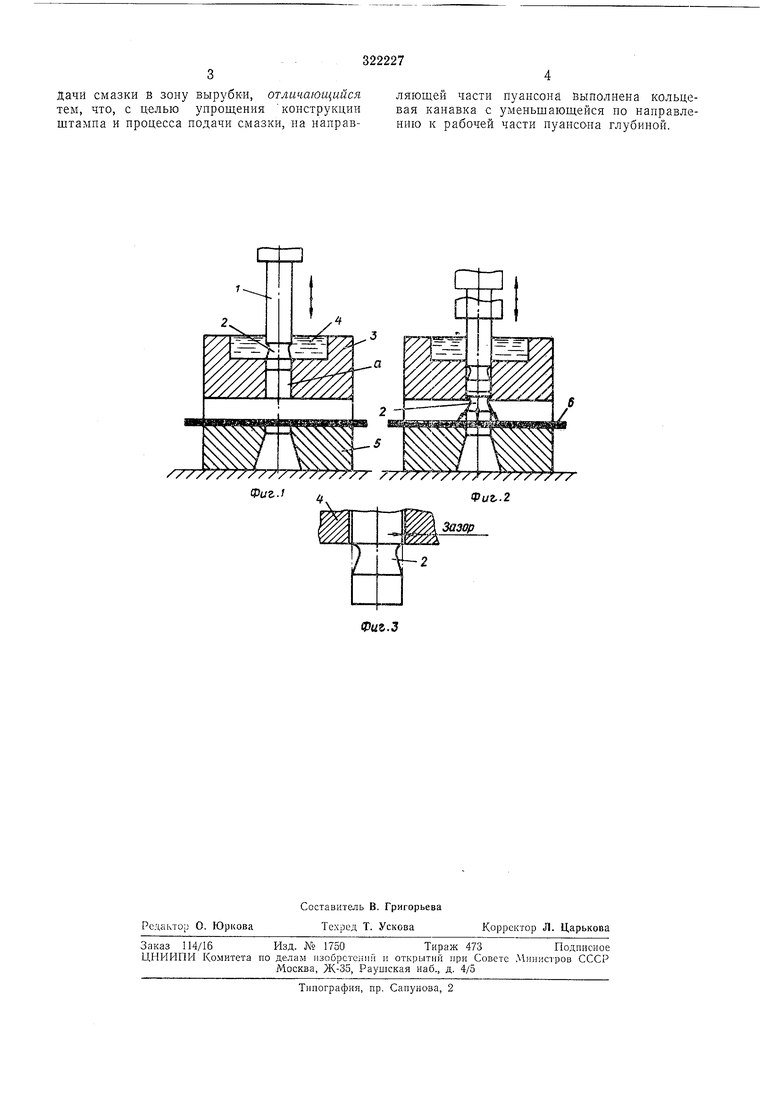
Па фиг. 1 изображен предлагаемый штамп с пуансоном в верхнем положении; на фиг. 2- штамп в момент сопрокосновения пуансона с заготовкой; на фиг. 3 - кольцевай канавка пуансона.
Пуансон / с кольцевой канавкой 2 на направляющей части, глубина которой уменьшается по направлению к рабочей части пуансона, установлен в направляющем отверстии а съемника 3 с зазором, через который смазка не вытекает до выхода кольцевой канавки из съемника. В верхней части съемника 5 выполнено углубление 4, заполняемое смазкой и закрываемое крышкой. В части штампа расположена матрица 5, на которую укладывается заготовка 6.
Пуансон перемещается вниз и захватывает канавкой 2 из углубления 4 съемника 3 смазочное вещество. Канавка при дальнейшем движении пуансона образует с направляющим отверстием а съемника замкнутый объем, перемещающий смазочное вещество из углубления съемника. Зазор между пуансоном и съемником не позволяет смазочному веществу до выхода нижней кромки канавки из съемника вытекать из замкнутого объема. При выходе нижней кромки канавки из соприкосновения со съемником смазочное вещество, которому при движении пуансона сообщена скорость (запас кинетической энергии, разбрызгивается, смазывая рабочую часть пуансона и заготовку.
В таком выполнении штамп позволяет экономично расходовать смазку и излищне не загрязнять рабочее место.
Предмет изобретения
дачи смазки в зону вырубки, отличающийся тем, что, с целью упрощения конструкции штампа и процесса подачи смазки, на направляющей части пуансона Ёыполнена кольцевая канавка с уменьшающейся по направлению к рабочей части пуансо«а глубиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вырубной штамп | 1973 |
|
SU489561A2 |
| Штамп для вытяжки полых деталей | 1990 |
|
SU1784354A1 |
| Вырубной штамп | 1979 |
|
SU860914A1 |
| Пуансон штампа с направляющей втулкой для обработки полых изделий | 1974 |
|
SU733801A1 |
| ВСЕСОЮЗНАЯ 1ПАТ?НТЙ040:й^Г-:-КДН]F.t,^r;nu-"3~:"KA i | 1971 |
|
SU307836A1 |
| Штамп для вытяжки с противодавлением | 1988 |
|
SU1593738A1 |
| Вырубной штамп | 1978 |
|
SU725750A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для изготовления тройников из трубных заготовок | 1982 |
|
SU1076163A1 |
| Штамп для вытяжки с утонением полых изделий из листового металла | 1984 |
|
SU1199358A1 |
