Иэвестйы приводные захваты- кантоВателп, управляемые посредством гидропривода, выполненные (В |виде Д1вух зажимных рычагов, поворачивающихся в точках соедииения с рамой захвата и весуш,их шарнирно установлеиные колодки.
Предлагаемый зах ват-ка-нтователь отличается тем, что лневмоцилиндр, управляющий им, снабжен свободноплавающим поршнем и упорами, отграничивающими ход noipuiня, а иа зажим1ных колодках выполнены пазы и регулируемые косые зубья. Это обеспечивает одновременный захват 1нес1кольких изделий, перенос и сброс их в нужлой тюследовательности.
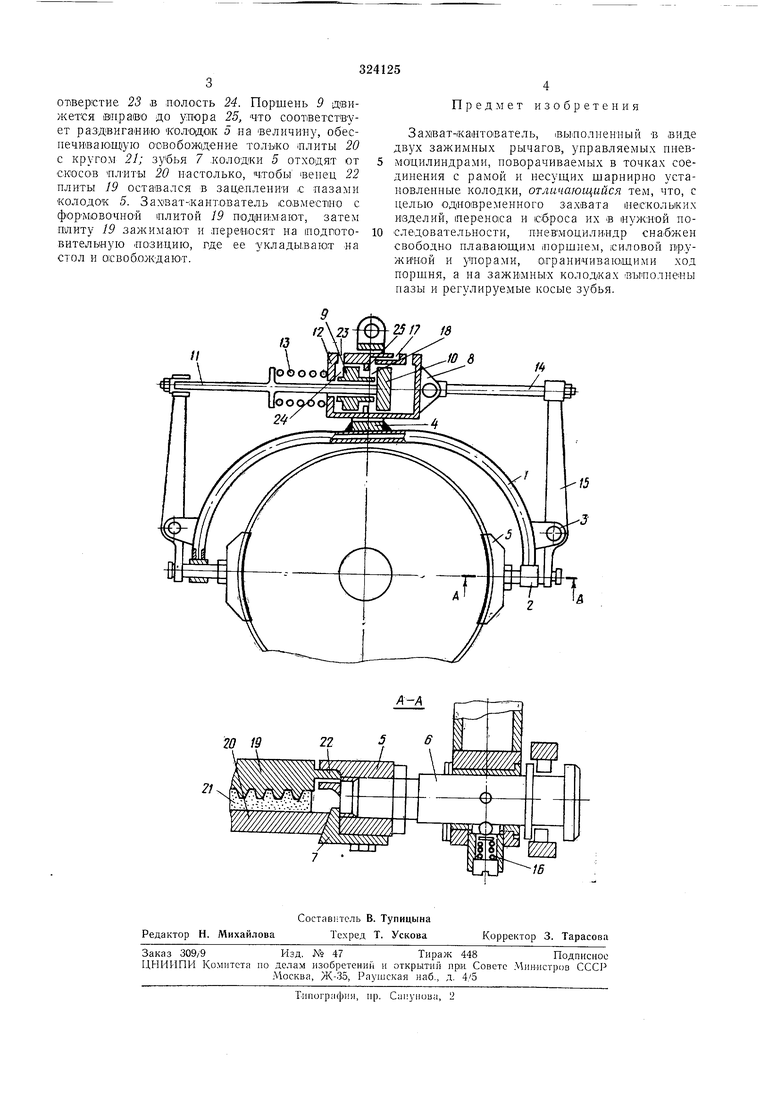
Па чертеже пред€та1влен описывае мый за.хватчкантователь.
Захват-кантователь состоит из рамы / с при вареиными IK ней втулка ми 2, ушка.ми 3 и «ропштейнОМ 4 с ymiKOM для подвеюки; зажимных КОЛОД01К 5 с регулируемыми хвостоBHiKaiMH 6 и косьими з.у-бьямн 7; двух,ступенчатого свободно движущегося в кронщтейне 4 пневмоцилиндра 8 со свободно плавающим иорщнем 9, порщием 10 и щтоком 7/, размещенными в гильзе 12; силовой щружины 13; регулировочного щтока 14; двуплечих рычагов 15 и фиксатора 16.
Работает
за хват-1ка итова тел ь след Ю|Щ й1 образом.
Устанавливают ручку пневмокрана в положение I, что соответствует сжатого воздуха через отверстие 17 в полость 18. ПорИ1еиь 10, |иружину 13, перемещается вправо, а гильза 12 пневмоцилиндра 8- влево. Рычаги 15, поворачиваясь iHa осяХ ущков 3, разводят колодки 5, приближая их к
раме /. Опускают захват-кантователь до тех нор, пока КОЛОДКИ 5 ие лягут (илащмя на стол, обхватив стоику, состоящую из формовочной илиты 19, сушильной плиты 20 и сырого абразивного круга 21. Устанавливают
ручку ииевмо.крана-в положение О, что соответствует соедипению полости 18 с атмосферой. Пружина 13 разжимается, колодки 5 захватывают и зажимают плитьг 19 и 20 совместно с абразивным кругом 21 за круговой
периферийный венец 22, а регулируед1ые зубья 7 захватывают за скосы, образованные ка середине плиты 20. Кантуют 1ПЛ1ггы 19 и 20 совместно с зажатым крутом 21, вращая нх вокруг осей хвостовиков 6, а фиксатор 16
фиксирует их через каждые 90° разворота. Плиты (Кладут на стол таким образом, чтобы сушилыная плита 20 оказалась внизу. Устанавливают ручку крапа в положение 11, что соответствует подаче сжатого воздуха через
| название | год | авторы | номер документа |
|---|---|---|---|
| БИБЛИОТЕКАабразивов и шлифования | 1973 |
|
SU370053A1 |
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Устройство для заточки пил на пильном агрегате | 1986 |
|
SU1431900A1 |
| Устройство для упаковывания листового материала в бумагу | 1986 |
|
SU1458280A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Кантователь блоков цилиндров автомобиля | 1985 |
|
SU1305109A2 |
| Станция погрузки-разгрузки перемещаемого по пневмотрубопроводу контейнера с торцовыми крышками | 1987 |
|
SU1497133A1 |
| ПРЕСС ДЛЯ РЕМОНТА ОБУВИВСЕСОЮЗНАЯЛЙТЕНТНО-Г>&К1;И^'ЕС11Д1!| | 1972 |
|
SU323117A1 |
