Изобретение относится к технологической оснастке для шта.,вки штучных заготовок .и, в частности, для вырубки, гибки, вытяжки и т. п.
Известны штампы для обработки, в частности гибки, заготовок, имеющие подвижный матрицедержатель, несуш,ий матрицу. В этих штампах матрицедержатель связан с силовым пневматическим или гидравлическим цилиндром, шток которого перемеш,ает матрпцедержатель с матрицей в направлении, перпендикулярном направлению ползуна пресса, несущего пуансон. в известных штампах не предусмотрены средства фиксации матрицы в центрированном относительно пуансона положении, а также не исключена возможность включения ползуна пресса на рабочий ход при эксцентричном расположении и матрицы.
Для обеспечения автоматического включения пресса на рабочий ход при установке матрицы сооспо с пуансоном предлагаемый штамп снабжен системой автоматического управления, связывающей упомянутый пневматический цилиндр с ползуном пресса и содержащей узел фиксации матрицы в центрирова.Нном относительно пуансона положении, выполненный в виде пальца, входящего под действием штока дополнительного циллндра в отверстие, предусмотренное в матрицедержателе, и связанного с элементом, воздействующим в фиксированном положении матрицы на конечный выключатель, дающий команду на неремещение ползуна пресса и штока цилиндра, приводящего в движение матрицедержатель. Палец и элемент, воздействующий на конечный выключатель, получают осевое перемещение от дополнительного пневмо- или гидроцилиндра.
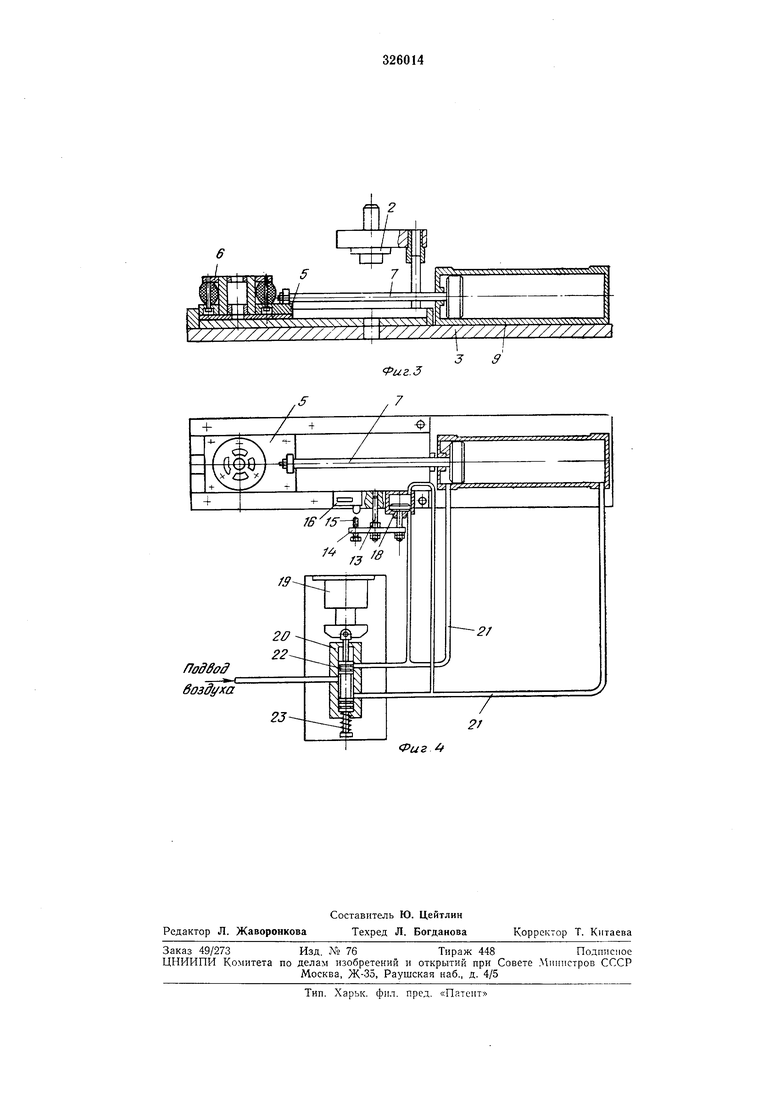
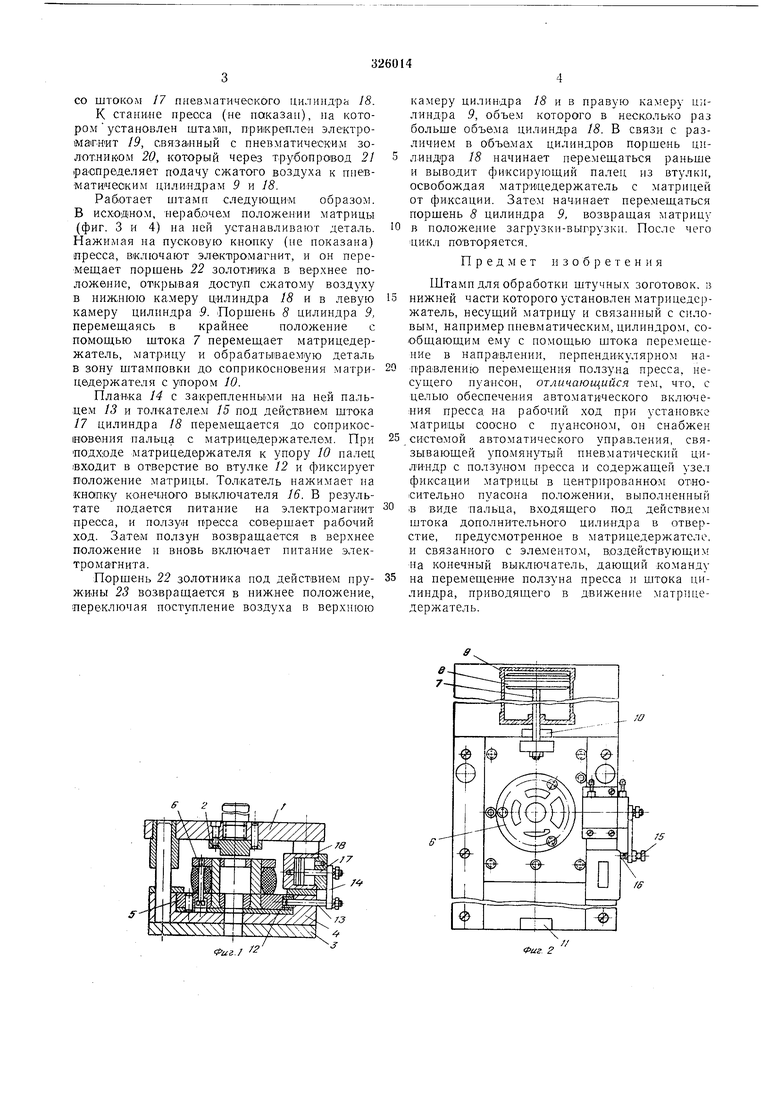
На фиг. 1 показан описываемый штамп, поперечный разрез, с матрицей в рабочем положении; на фиг. 2 - нижняя часть штампа в плане; на фиг. 3 - штамп, продольный разрез, с матрицей в зоне загрузк ; на фиг. 4 - пневматическая система и золотниковое устройство.
В верхней части штампа на плите / закреплен пуансон 2. На нижней плите 3 закреплена плита 4 с направляющим пазом, в котором перемещается матрицедержатель 5 с установленной на нем 6. Матрицедержатель связа со штоком 7 поршня 8 силового, например ппевматического, цилиндра 9 и перемещается под его воздействием до упоров W и 11, расположенных на плите 3. В матрицедержателе закреплена втулка 12, в которую входит палец 13, расположбП|Ный на планке 14, несущей также толкатель 15, установленный против кнопки конечного выключателя 16. Планка связана
со штоком 17 пневматического цилиндра 18.
К стани-не пресса (не показан), на котором установлен , прикреплен электромагнит 19, связа.нный с пневматическим золотником 20, который через трубопровод 21 распределяет подачу сжатого воздуха к нневматичеоким цили ндрам 9 и 18.
Работает штамп следующим образом. В исходном, нерабочем положении матрицы (фиг. 3 и 4) па пей устанавливают деталь. Нажимая па пусковую кнопку (не показана) пресса, включают электромагнит, и он перемещает поршень 22 золотника в верхнее положение, отк)ывая доступ сжатому воздуху в нижнюю камеру цилиндра /S и в левую камеру цилиндра 9. Порщепь 8 цилиндра 9, перемещаясь в крайнее положение с помощью щтока 7 перемещает матрицедержатель, матр.ицу и обрабатываемую деталь в зону щтамповки до соприкосновения матрицедержателя с упором 10.
Плавка 14 с закрепленны.ми на ней пальцем 13 и толкателем 15 под действием штока 17 цилиндра 18 перемещается до соприкосеовения пальца с матрицедержателем. При подходе матрицедержателя к упору 10 палец входит в отверстие во втулке 12 и фиксирует положение матрицы. Толкатель нажимает па кнопку конечного выключателя 16. В результате подается питание на электромагнит пресса, и ползун пресса совершает рабочий ход. Затем ползун возвращается в верхнее положение и вновь включает питание электромагнита.
Поршень 22 золотника нод действием пружины 23 возвращается в нижцее положение, переключая поступление воздуха в верхнюю
камеру цилин-дра 18 и в правую камеру цилиндра 9, объем которого в несколько раз больше объема цилиндра 18. В связи с различием в объемах цилиндров поршень цилиндра 18 начинает неремещаться раньше и выводит фиксирующий палец из втулки, освобождая матрицедержатель с матрицей от фиксации. Затем начинает перемещаться поршень 8 цилиндра 9, возвращая матрицу
в положение загрузки-выгрузки. После чего цикл повторяется.
Предмет изобретения
Штамп для обработки штучных зоготовок. в
нижней части которого установлен матрицедсржатель, несущий матрицу и связанный с силовым, например пневматическим,, цилиндром, соо-бщающим ему с помощью щтока перемещение в направлении, перпендикулярном направлению перемещения ползуна пресса, несущего пуансон, отличающийся тем, что, с целью обеспечения автоматического включения пресса па рабочий ход при установке матрицы соосно с пуансоном, он снабжен
системой автоматического управления, связывающей упомянутый пневматический цилиндр с ползуном пресса и содержащей узел фиксации матрицы в центрированном относительно пуасона положении, выполненный
,в виде пальца, входящего под действием штока дополнительного цилиндра в отверстие, предусмотренное в матрицедержателе. и связанного с элементом, воздействующим на конечный выключатель, дающий команду
на перемещение ползуна пресса и щтока цилиндра, приводящего в движение матрпцедержатель.
;ff
Подвод
воздцха
2f
Фиг
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БОЛТОВВСЕСОЮЗНАЯnATElJTHO-ltXHiiSECKAflБИБЛИОТЕКА | 1971 |
|
SU295602A1 |
| ПРЕСС ДЛЯ ТОЧНОЙ ШТАМПОВКИ | 1973 |
|
SU391771A1 |
| Штамп для вытяжки | 1986 |
|
SU1447483A1 |
| Пресс-автомат для прессования изделий из металлического порошка | 1975 |
|
SU521146A1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| Устройство для перемещения вырубленных заготовок в многопозиционном прессе | 1989 |
|
SU1712037A1 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕНЧАТЫХ ВАЛОВ | 1971 |
|
SU295598A1 |