Известн л ноточные линии для ненрерывного изготовления рулонного губчатого латексиого материала на тканевой основе, содержании-1 улкан11зациоииу1о камеру и камеры для мои,кн и сушкн материала.
В таких лнинях ие нредусмотрено применение средств для раздельного выиолиения lexиологнческих онераинй вулканизации и мойкн е сун1кой.
Предлагаемая иоточная линия отличается тем, что оборудована траиснортером, установленным иод механизмами лииии и )асиоложеиным между вулканизаниоииой камерой и комненсатором закатки материала, и направляющими роликами к комненсатору, устаиовленному над траиснортером неред камерамн Мойки и сушки материала.
Такая ноточная лииня обеспечивает изготовление материалов различного состава и иазвачения нри раздельном вьшолненин онераций вулкаиизаН.ии и мойки с суаькой материала.
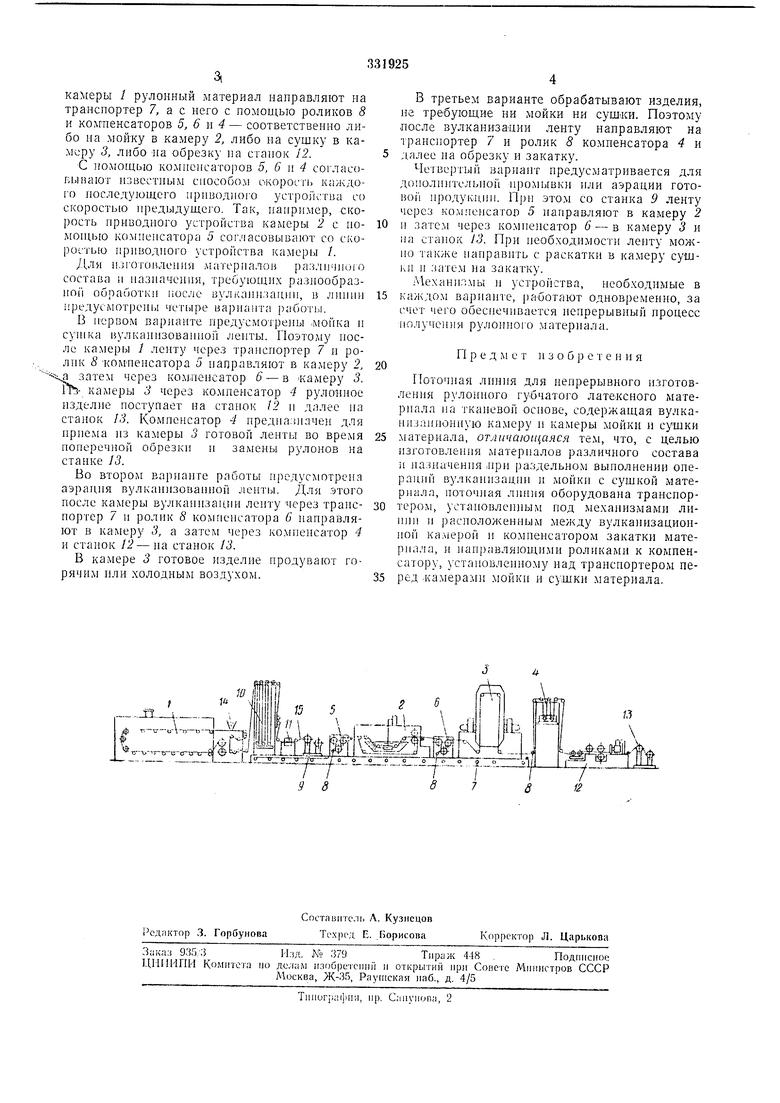
На чертеже изображеиа схема нредлагаемой ноточной линии.
Поточная линия включает вулканизационную камеру }, камеры 2 и 3 соответсгвеино для мойкн и суитки, компенсатор 4 закатки и одионетлевые комненсаторы 5 и 6.
выиолненнн онеранин вулкаинзации и мойки с cyHiiiOH материала поточш.я линия оборудована трансиоргером 7, усгаиовленным под механизмами лии1П1 i расноложеииым между камерой / и компенсатором -4, н нанравляющнмн роликами cS к комиеисаторам 4, 5 и 6, усгаиовленным над транспортером неред камерамн 2 и 3.
Для обеспечения механизации и автоматизации технологического процесса иоточная .тнння снабжена станком У раскаткн, компепсатором 10 раскатки, стыковочным устройством //, станком 12 обрезки и закаточным станком 13.
Камера / снабжена устройством // для иацссения полимерного материала на ткаиевую основу 15.
Ткаиевую основу в виде рулонов устанавливают па станок 9. Мачало иового рулона соединяют с концом нредыдуним-о на устройстве //, паирн.мер, путем сшивки. Пепрерыв 1ую работу линии в период стыковки обеспечивают за счет запаса ткаин, имеющегося на компенсаторе 10. Из комлепсатора 10 тканевую основу направляют в камеру 1, где она пзвестпымп способамп центрируется и ширится. После этого на ткань наносят иолимериый, например латекспый, материал с иомощью устройства 14 и направляют в камеру / для желатнпнзироваиня н вулканизации. Из
камеры / рулонный материал направляют на транспортер 7, а с него с помощью роликов 5 и компенсаторов 5, 6 i 4 - соответственно либо на мойку в камеру 2, либо на сушку в камеру 3, либо на обрезку па станок 12.5
С помощью комнепсаторов 5, 6 и 4 согласовывают известным снособом скорость каждого последующего 11риводио1-о устройства со скоростью предыдущего. Так, например, скорость нрнводного устройства камеры 2 с но- Ю монияо компенсатора 5 согласовывают со скоростью приводного устройства камеры /.
/UH п.потовления .материалов различного состава и назначения, требуюндих разпообразiioii обработки после вулкапизацпп, в лпннн 15 предусмотре 1ы четыре варпанта работ1 1.
В нервом варианте нредусмо1рены .мойка п суп1ка вулка 1изова1Н10й лепты. Поэтому после камеры 1 ленту через транспортер 7 и ролнк S комиепсатора 5 направляют в камеру 2, 20 va затем через комлепсатор 6 - в -камеру 3. ГЬ- камеры 3 через компенсатор 4 рулонное изделие поступает па станок 12 п далее на станок 13. Комненсатор 4 нредназначен для прнема из камеры 5 готовой ленты во время 25 ноиеречной обрезки н замены рулонов на станке 13.
Во втором варнанте работы предусмотрена аэрацня вулканизованной ленты. Для этого носле камеры вулканнза1и1и леиту через транс- ЗО нортер 7 II ролик 8 компенсатора 6 нанраВляют в камеру 3, а затем через компенсатор 4 и станок 12-на станок 13.
В камере 3 готовое изделие продувают горячим или холодным воздухом.35
В третьем варианте обрабатывают изделия, не требующие ни мойки ни . Поэтому после вулкапиза-нии ленту наиравляют на транспортер 7 и ролик 8 компенсатора 4 и далее па обрезку и закатку.
Четвертый вариант предусматривается для дополпнтелыюй промывки пли аэрации готоBoii продукипп. П)п этом со станка 9 ленту через компе}1сатор 5 направляют в камеру 2 н затем через компенсатор 6 - в камеру 3 и на станок 13. При пеобходимости ленту можно также нанравпть с раскатки в камеру сушivii п затем па закатку.
Механнлл1Ы н устройства, необходимые в каждом варианте, работают одновременно, за счет чего обеспечнвается ненрерывный процесс получении рулонного матернала.
Пред м е т п з о б р е т е н н я
Поточная линия для ненрерывного изготовлення рулонного губчатого латексного матернала па тканевой основе, содержащая вулканизаннонную камеру п камеры мойки н сушки материала, отличающаяся тем, что, с целью изготовления материалов различного состава ii назначепня лрн раздельном вынолнении операцнй вулкапизацни i мойкн с сушкой материала, поточная линия оборудована транспортером, устаповлеппым под механизмами липин и расположенным между вулканизационной калгерой п комненсатором закатки материала, п панравляюи1н.ми роликами к компенсатору, установлепному над транснортером перед камерами мойкн и сушки материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ для чистки и РАЗБРАКОВКИ СУРОВЫХТКАНЕЙ | 1966 |
|
SU182681A1 |
| ПАТЕНТНО-ТЕХНИЧЕ;БИБЛИОТЕКА | 1970 |
|
SU284291A1 |
| Поточная линия для изготовления трехслойных панелей с минераловатным утеплителем | 1988 |
|
SU1653969A1 |
| СТАНОК ДЛЯ ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1972 |
|
SU330953A1 |
| ПОТОЧНАЯ ЛИНИЯ ОТДЕЛКИ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 1971 |
|
SU303388A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АСБОСТАЛЬНЫХ ЛИСТОВ | 1969 |
|
SU424741A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ПРИГОТОВЛЕНИЯ СОЛОДА | 1972 |
|
SU326779A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОТДЕЛКИ i" МЕБЕЛЬНЫХ ЩИТОВI | 1972 |
|
SU331939A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
| Станок для обвязки металлической лентой концов шпал и их клеймения | 1955 |
|
SU103531A1 |
SI...
.-.--Д- -„-п:,-.11
f1ФП
- br-zr zr z ltrliBUP
