Известен станок для отрезки концов деталей, который содержит узел реза, зажимные устройства и устройство барабанного типа с гнездами для подачи и удержания заготовок и прижимам1И.
Для обеспечения обработки деталей различной длины без переналадки Станка и увеличения произ1водительности узел реза выполнен в виде подпружиненных ножей с прямоугольными пазами с режущими кромками для захвата и от|резки концов деталей и отверстиями в пазах для удаления отходов, а прижимы - в виде пластинчатой пружзины, удерживающей заготовки при перемещении на рабочую позицию; подпружиненного сухаря, удерживающего заготовки на рабочей позиции, и подпружиненных направляющих, центрирующих заготовки в гнездах.
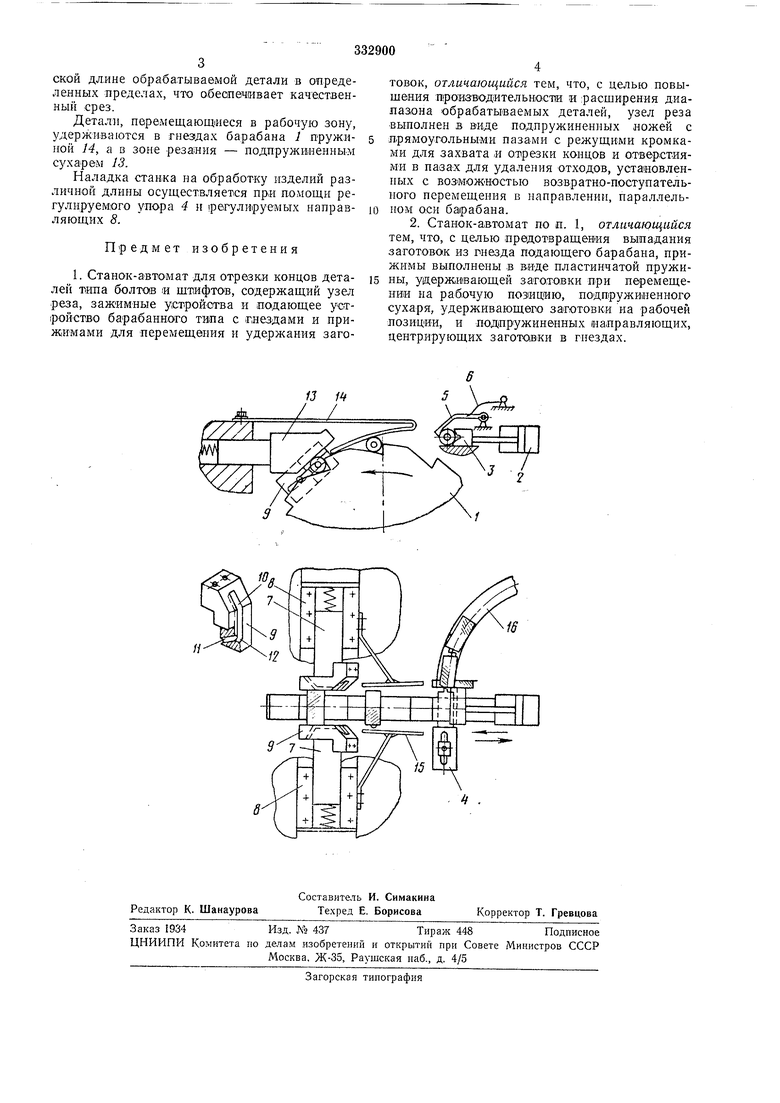
На чертеже изображен предлагаемый станок-автОмат.
Подающий барабан /, имеющий гнезда для запрузки обрабатываемых деталей, сблокирован с 1ИСТОЧНИ1КОМ питания, состоящим из nneiBмоцилиндра 2, толкателя 3, регулируемого упора 4 и прижимного рычага 5, подпружиненного пружиной б. На подпружиненных и регулируемых ползунах 7, перемещающихся, в направляющих 8, закреплены ножи 5, имеющие скос для удобного -прон икновения изделия в пространство между ножами и паз W для захода в него изделия своим концом, заканчивающийся сквозным, косо просверленным отверстием // для удаления отходов )3 зоны реза. Режущей частью пожа является кромка 12
у конца паза. На стаиине стайка крепится подпружиненный сухарь 13, изогнутая пластинчатая прижимная пружина 14 и боковые направляющие 15, расположенные с боков барабана. Питатель снабжен лотком 16.
Станок работает следующим образом.
Обрабатываемая деталь подается по лотку 16 1К питателю, где удерживается от произвольного падения рычагом 5 и упором 4. Под действием пиевмоцилиндра 2, сблокированного с непрерывно вращающимся барабаном 1, имеющим привод от электродв игателя, толкатель 3 подает деталь в одно из гнезд барабана 1. Барабан надвигает деталь iia ножи 9, которые срезают концы деталей режущей кромкой 12 в конце паза 10. Образовавшиеся отходы от остатков соскальзывают по отверст1по // за пределы ножа 9 и станка. Наличие иа станке двух одинаковых ножей 9, расположенных один против другого, обеспечивает срез
концов иа обоих торцах изделия, то есть ориентация изделия по остатку исключается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ВЕРХНЕЙ КОРКИ И РАЗРЕЗАНИЯ БУХАНКИ ХЛЕБА ПОПОЛАМ | 2002 |
|
RU2236345C2 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Автомат для раздачи концов втулок | 1991 |
|
SU1787626A1 |
| Устройство для резки трубчатых изделий из стекла | 1981 |
|
SU975608A1 |
| Загрузочное устройство | 1987 |
|
SU1463432A2 |
| Устройство для загрузки и выгрузки деталей для бесцентрово-шлифовального станка | 1983 |
|
SU1159759A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Бесцентровошлифовальный станок | 1981 |
|
SU971627A1 |
| Полуавтомат для укладки пазовойизОляции B МАгНиТОпРОВОд яКОРяэлЕКТРичЕСКОй МАшиНы | 1979 |
|
SU845230A1 |
