Изобретение относится к области металлизации цилиндрических изделий.
Известно устройство для металлизации внутренней поверхности концов цилиндрических изделий, содержащее металлизационный аппарат, установленный в подвижных направляющих.
Однако в этом устройстве отсутствует быстрый подвод аппарата к внутренней поверхности цилиндрических изделий.
С целью повыщения производительности в предлагаемом устройстве аппарат установлен на стреле, снабженной винтовым механизмом настройки его на размер обрабатываемого изделия, а стрела в свою очередь шарнирно закреплена на подвижной каретке и снабжена роликом, входящем в неподвижную направляющую.
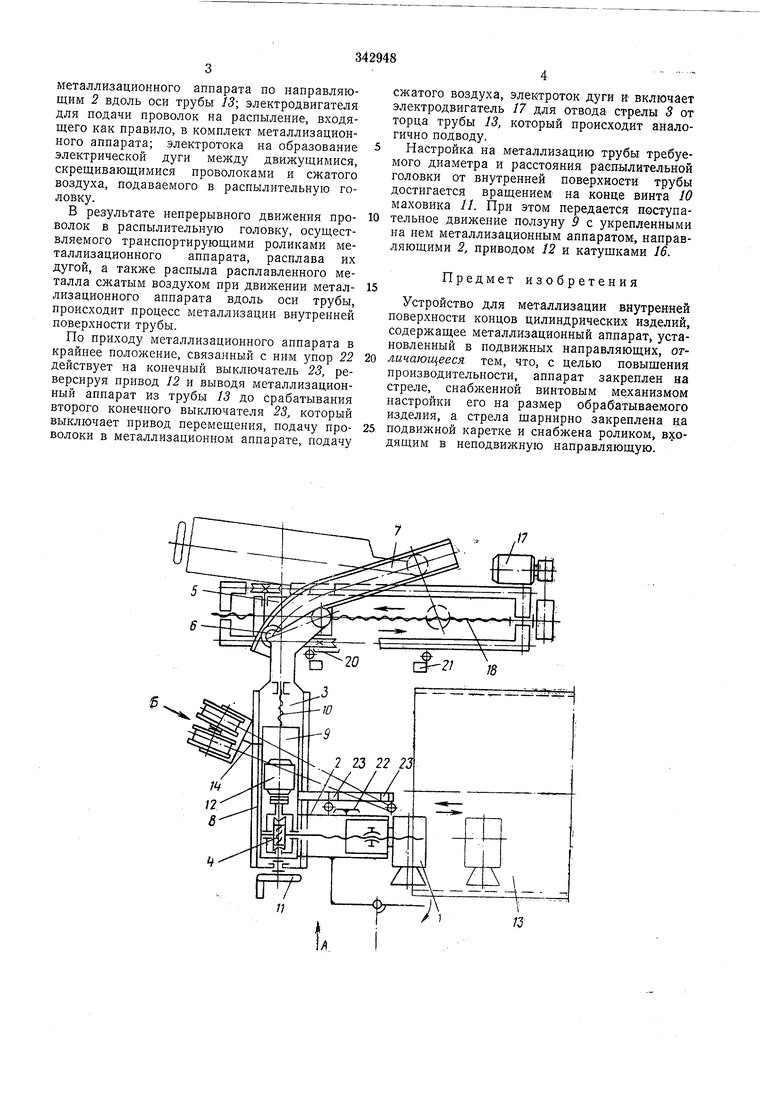
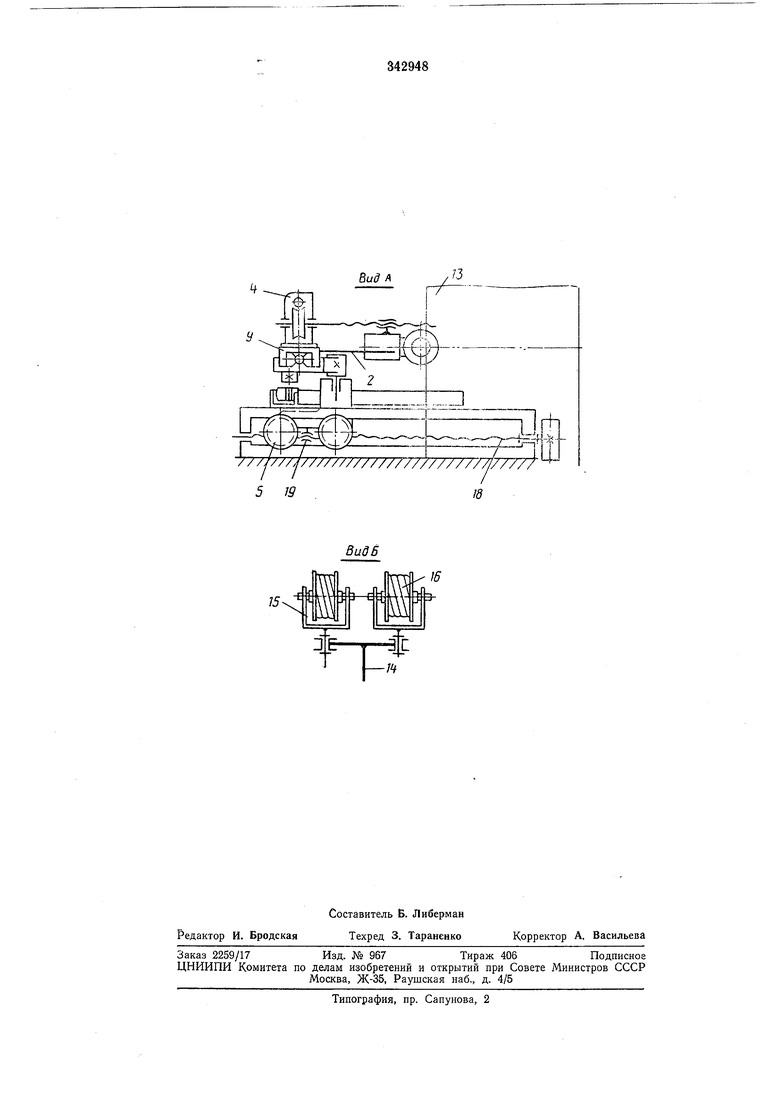
На чертеже представлено предлагаемое устройство и виды его по стрелкам Л и .
Оно состоит из металлизационного аппарата /, подвижных направляющих 2, стрелы 3, винтового механизма 4 настройки, подвижной каретки 5, ролика 6, входящего в неподвижную направляющую 7.
На стреле в параллельных направляющих 8 находится ползун 9, связанный с ходовым винтом 10, на конце которого имеется маховик 11 для настройки положения металлизационного аппарата по отнощению к поверхности трубы.
Ползун имеет привод 12 перемещения металлизационного аппарата параллельно образующей трубы 13, для чего к ползуну прикреплены подвижные направляющие 2, на которых находится металлизационный аппарат.
К ползуну прикреплен кронщтейн 14, на котором щарнирно установлены вилки 15 с катущками проволоки 16, идущей через металлизационный аппарат на покрытие внутренней поверхности трубы 13.
При включении электродвигателя 17 вращение передается ходовому винту 18, который через гайку 19 перемещает вдоль оси каретку 5 вместе со стрелой 3.
Поскольку ролик 6 стрелы находится в неподвижной направляющей 7, то при поступательном движении каретки 5 со стрелой, последняя получает также вращение относительно вертикальной оси, расположенной на каретке. Таким образом, стрела выдвигается и одновременно поворачивается до положения, при котором ось распылительной головки металлизационного аппарата установится рядом с торцом трубы 13.
Движение каретки и поворот стрелы прекращаются при действии упора 20 каретки на конечный выключатель 21, который выключает электродвигатель 17.
металлизационного аппарата по направляющим 2 вдоль оси трубы 13; электродвигателя для подачи проволок на распыление, входящего как правило, в комплект металлизациоиного аппарата; электротока на образование электрической дуги между движущимися, скрещивающимися проволоками и сжатого воздуха, подаваемого в распылительную головку.
В результате непрерывного движения проволок в распылительную головку, осуществляемого транспортирующими роликами металлизационного аппарата, расплава их дугой, а также распыла расплавленного металла сжатым воздухом при движении металлизационного аппарата вдоль оси трубы, происходит процесс металлизации внутренней поверхности трубы.
По приходу металлизационного аппарата в крайнее положение, связанный с ним упор 22 действует на конечный выключатель 23, реверсируя привод 12 и выводя металлизационный аппарат из трубы 13 до срабатывания второго конечного выключателя 23, который выключает привод перемещения, подачу проволоки в металлизационном аппарате, подачу
сжатого воздуха, электроток дуги и включает электродвигатель 17 для отвода стрелы 3 от торца трубы 13, который происходит аналогично подводу.
Настройка на металлизацию трубы требуемого диаметра и расстояния раепылительной головки от внутренней поверхкости трубы достигается вращением на конце винта 10 маховика //. При этом передается поступательное движение ползуну 9 с укрепленными на нем металлизационным аппаратом, направляющими 2, приводом 12 и катущками 16.
Предмет изобретения
Устройство для металлизации внутренней поверхности концов цилиндрических изделий, содержащее металлизационный аппарат, установленный в подвижных направляющих, отличающееся тем, что, с целью повышения производительности, аппарат закреплен на стреле, снабженной винтовым механизмом настройки его на размер обрабатываемого изделия, а стрела шарнирно закреплена н,а подвижной каретке и снабжена роликом, входящим в неподвижную направляющую.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ СКОРОСТНОЙ НАМОТКИ НА КАТУШКИ НИТЕОБРАЗНЫХ МАТЕРИАЛОВ | 1972 |
|
SU360128A1 |
| Установка для металлизации изделий | 1976 |
|
SU689739A1 |
| Устройство для нанесении покрытия | 1983 |
|
SU1104187A1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ НАМОТКИ НА КАТУШКИ НИТЕОБРАЗНЫХ МАТЕРИАЛОВ | 1973 |
|
SU394124A1 |
| Линия металлизации цилиндрических изделий | 1983 |
|
SU1139767A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| Установка для металлизации крупногабаритных изделий | 1970 |
|
SU443116A1 |
| Установка для нанесения покрытий на изделия | 1976 |
|
SU657861A1 |
/;
//////// 5 J9
,„ „„...J
18
