Изобретение относится к средствам автоматизации загрузки металлорежущих станков и может найти применение в бесцентровошлифовальных станках.
Известно загрузочное устройство для подачи деталей в рабочую зону, имеющее призму, перемещаемую приводом возвратно-поступательно.
Предложенное устройство отличается от известных тем, что призма закреплена на втулке, подпружиненной относительно поршня гидроцилиндра и установленной на его штоке, снабженном толкателем для передачи деталей с призмы в рабочую зону, причем на гидроцилиндре установлен упор для ограничения перемещения втулки.
Такое выполнение загрузочного устройства позволяет осуществлять загрузку детали в призму во время процесса шлифования, что повышает производительиость устройства.
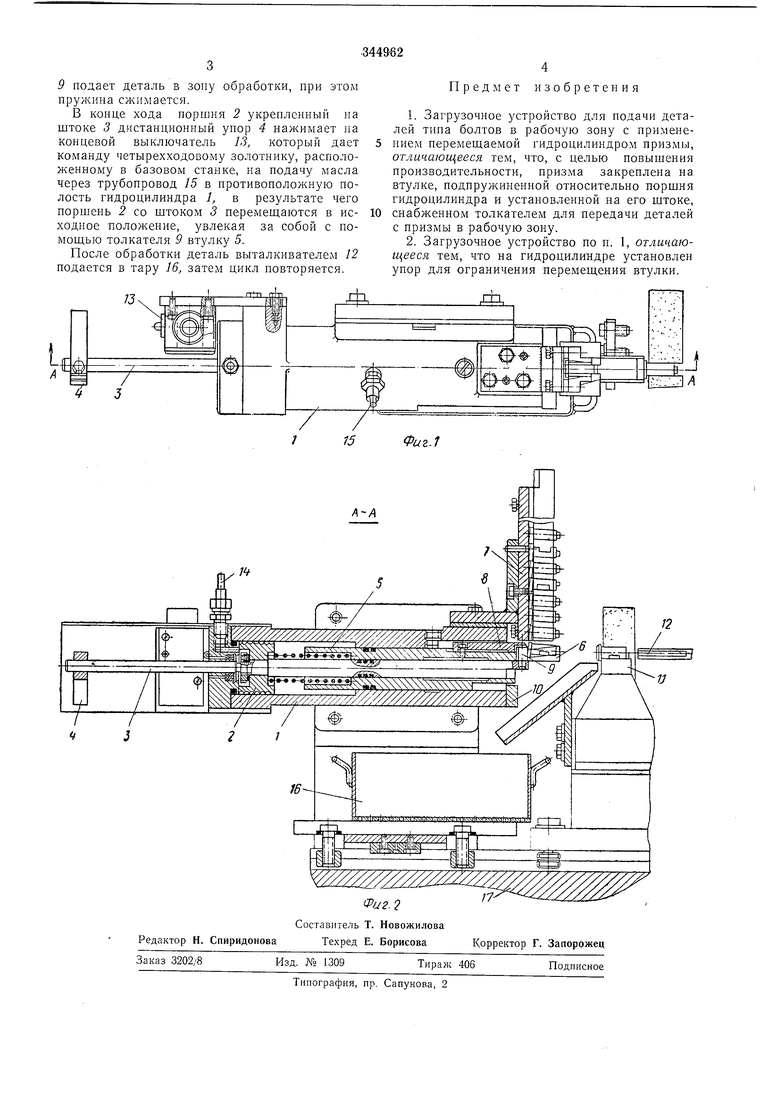
Па фиг. 1 схе1матично изображено предложенное загрузочное устройство, общий вид; па фиг. 2 - то же, разрез по А-Л на фиг. 1.
Загрузочное устройство состоит из гпдроцилиндра /, в котором перемещается поршень 2 со штоком 3; на конце последнего закреплен дистанционный упор 4. Кроме того, на штоке 3 установлена подпружиненная относительно поршня 2 втулка 5, на которой закреплена У-образиая призма 6, служащая для приема деталей из вертикального лотка 7 и подачи их
в зону обработки. К втулке 5 прикреплена планка 8, отсекающая детали в лотке 7. Па противоположном от упора 4 конце штока 3 установлен толкатель 9 для передачи деталей с прпзмы в рабочую 30)iy. В передней части гпдроцилиндра / закреплен упор 10, ограничивающий иеремещеиия втулки 5.
Для выталкивания обработанной заготовки с рабочей позиции /7 служ1 т выталкиватель 12 базового станка.
Механизм управляется конечным выключателем 13, на который воздействует дистанционный упор 4. Масло от гидросистемы в цилиндр / подается через трубопроводы 14,
15.Обработанные детали собираются в тару
16.Механизм загрузки закрепляется на .мостике 17 стайка.
Загрузочное устройство работает следующим образом.
Масло от гидросистемы станка через трубоировод 14 поступает в гидроцилиндр /. Под давлением масла поршень 2 перемещается и через пружину перемещает втулку 5 с призмой 6, па которой паходптся деталь, предназначениая для обработки. Движение втулки 5 сграничивается упором 10. Положение, когда втулка 5 останавливается на упоре, соответствует нахожденпю призмы с заготовкой перед рабочей позиипей 11. Поршень 2 со штоком 3, продолжая двпгаться вперед до соприкосновения со втулкой, стоящей па упоре, толкателем
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочно-разгрузочное устройство | 1985 |
|
SU1247230A1 |
| Загрузочно-разгрузочное устройство | 1981 |
|
SU986712A2 |
| Загрузочно-разгрузочное устройство | 1980 |
|
SU918008A1 |
| Загрузочное устройство к токарному многошпиндельному станку | 1991 |
|
SU1816637A1 |
| Загрузочное устройство | 1978 |
|
SU764936A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |
| Устройство для загрузки и разгрузки многошпиндельных токарных полуавтоматов | 1973 |
|
SU512024A1 |
| Автоматическая установка для электрохимической многоместной обработки деталей | 1984 |
|
SU1234082A1 |
| Электровысадочный автомат | 1979 |
|
SU829294A1 |
