(54) УСТРОЙСТВО ДЛЯ МНОГОЗЛеКТРОШ ЮЙ СВАРКИ ЭЛЕКТРОЗАКЛЕПК,ММ
можносги сварки элект юзаклепок, располохсенных бессистемно (не в рядах), аев4з можносги сварки различных видов точечных дуговых швов головкой в одном ряпу (угловой, стыковой, с проплавлением верх- s него элемента и г.п.} так как требуется изменение положения головки по отношению к сварнБаемым элементам, сложности сварки неровных изделий, невозможности групповой CBapKHii необходимости сложного Ю программирующего механизма управления срабатыванием сварочных головок на каждой позиции и т.п.
Цель изобретения - упрощение конструкцни газоподающего механизма и элемен-5 тов взаимосвязи работы электропоаающего и газопоцающего механизмов в таксисте-. лепи, чтобы при использовании послепова-« тельно гюрциониой подачи электродной проволоки образовалась возможность создания 20 панежкых в работе ыногоэлектродных элект- розакленочных авгоматов с неограниченным количеством сварочных головок.
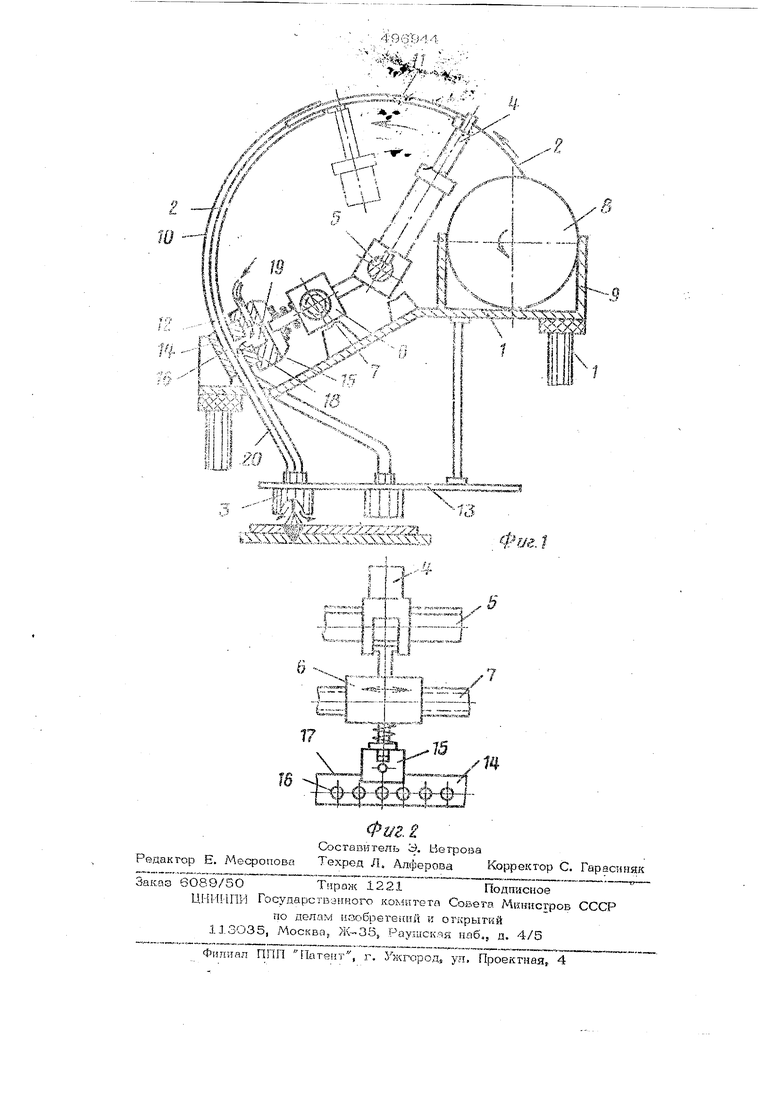
Цеяь цос-п1гаегся благодаря тому-, что ycipoficiEiO .апя мнойхзэлектродной сварки 25 электрозаклепками плавящимся электродом в среде защитных газов, содержащее раму, на которой смонтированы механизмы); подачи электродной проволоки и защитного газа, при использовании последователь- Э но-порднокной подачи проволоки имеет механизм подачи газа, выполненный в виде скользящего вдоль газоприемника золотника и связапнь й через ходовую гайку и винт с рабочим органом механизма пооледовательио-порционной подачи электродной проволоки, а газоприемник выполнен в виде призмы, через которую проходят электродопроводы. В кагкдом электродопро™ воде и призме соосно выполнены отверо- тия, последовательно взаимодействующие с золотником, подводящим защитный газ. На фиг. 1 показаны механизмы злект и газоподачи, разрез; на фиг. 2 то же, развертка.
Устройство имеет раму 1 (портальную, консольную и т.п.), на которой при помощи кронштейнов и крепежных элементов с изоляцией и без изол$тии смонтированы многоэлектродный механизм (на чертеже не показан) последовательно-порционной подачи электродных проволок 2, газопо дающий механизм (на чертеже не показан), сварочные головки 3 и другие ус 1ройС1 ва, обеспечивающие работу главных меха низмов.
Мпогоэлектродный механизм итиеет чающийся клещевой захват 4 на ходовом
валу 5, перемещаемый вдоль фронта элект родных проволок 2 толкателем ходовой гайки 6, установленной на ходовом винте 7, который имеет привод от реверсивного моторредуктора: через цепную переда- чу (на чертеже не показаны). Кассеты 8 С электродной проволокой 2 установлены в ряд в бункере 9 через шаг, равный шаг нарезки ходового винта 7 и соответственно шагу перемещения клещевого захвата 4 который последовательно захватывает и подает электродные проволоки 2 через нап- раштающее устройство, состоящее из ряда парных радиусных трубок Ю и II соогвественно неподвижных и подвижных, и далее по электропроводам 12 в сварочные головки 3j размещение которых на сварочных плитах 13 соответствует размещению электрозаклепок или иных видов 1«чечной дуговой сварки на изделии.
Газоподающий механизм выполнен в вице многоместного газораспределительного устройства с призматическим газоприемником 14 и подвижным вдоль него золотни ком 1-5. Золотник связан пальцевым кронштейном с ходовой гайкой 6 и поэтому его перемещение механически точно согла совапо с перемещением захвата 4.
Г,эзоприемник 14 смонтирован в разъемах электропровода 12 и имеет электро дО1роводяздие сквозные отверстия 16, рао положениые через шаг, равный шагу ходового винта- 7 и шагу направляющих трубок - электропроводов 12.
Вдоль рабочей поверхности 17 газоприемника 14 выполнены отверстия 18 строго через шаг, равный шагу ходового винга 7. Поверхность 17 контактирует с золотником 15, к которому подводится защитный газ. Газораспределительное от верстие 19 последовательно совмещается с отверстиями 18-при перемещении вдол,ь ra3onpHeMtjHKa 14.
; Отверстие 19 имеет достаточно большой диаметр и перекрывает кромки соседних отверстий 1§. Соединение золотника 15 с гайкой 6 и соответственно с захватом 4 выполнено таким образом, что при перемещении гайки отверстие 19 каждый раз оказывается над тем отверстием 18j через которое газ поступает в то электропроводящее отверстие 16, в котором клешевой захват 4 начинает подачу электродной проволоки 2 в действующую сварочную головку 3. При этом участок 2О электропроводов 12 выполняет двойную функцию: электродо- и газопроводов. 549 С началом работы устройства начинавэг синхронно действовать электроподаю-J щий и газоподающий механизмы. Первый производит послеловательнуго порционную подачу электродных фоволсч 2, а второй подачу газа в те участки 2 О, газоэлекгродопроводов и соответственно головкк 3, в которые подается электродная проволока и, следовательно, производится сварка. Синхронность работы механизмов о6ео печивается общим приводным элементом продольного перемещения (ходовой гайки 6), синхронно перемещающим рабочие органы обоих взаимосвязанных механизмов. В момент начала подачи каждой электродной проволоки 2 отверстие 19 располагается над отверстием 18, которое юоединено с отверстием 16, через которое эта проволока 2 подается, а следовательно защитный газ продувает соот ветствующий участок 20 электродогаао- провода и полость головки 3, где начинается сварка. Благодаря тому, что oi версгие 19 перекрывает кромки соседних отверстий 18, подача газа в указанную полость головки 3 продолжается определенное время и после прекращения сварки, что механически обеспечивает опережаю- хцую и последующую подачу газа в дейст вующую сварочную головку и соответственно качественную сварку без каких-либо . 4 систем электрического и электронного программирования в условиях реверсивно,го движения привода продольного перемещения рабочих органов обоих механизмов. Формула изобретения 1.Устройство для многоэлектродной сварки электрозаклепками плавящимся электродом в яэеде защитных газов, содержащее раму, на которой смонтированы механизмы подачи электродной проволоки и механизм подачр защитного газа, о г ....- -f лич ающееся гем, что, с целью упрощения конструкции при использовании последовательной-порционной подачи проволоки, механизм подачи газа выполнен в виде скояьзшцегр вдоль газоприемника золотнйка и через ходовую гайку и винт связан с рабочим органом механизма последа)- вательно-порционной подачи электродной проволоки. 2.Устройство поп. 1, отлича е е с я тем, чго газоприемник выполнен в виде призмы, через которую проходят электродопроводы, причем в каждом электродопроводе и призме соосно выполнены отверстия, последовательно взаимодействующие с золотником, подвошпиим защитный газ.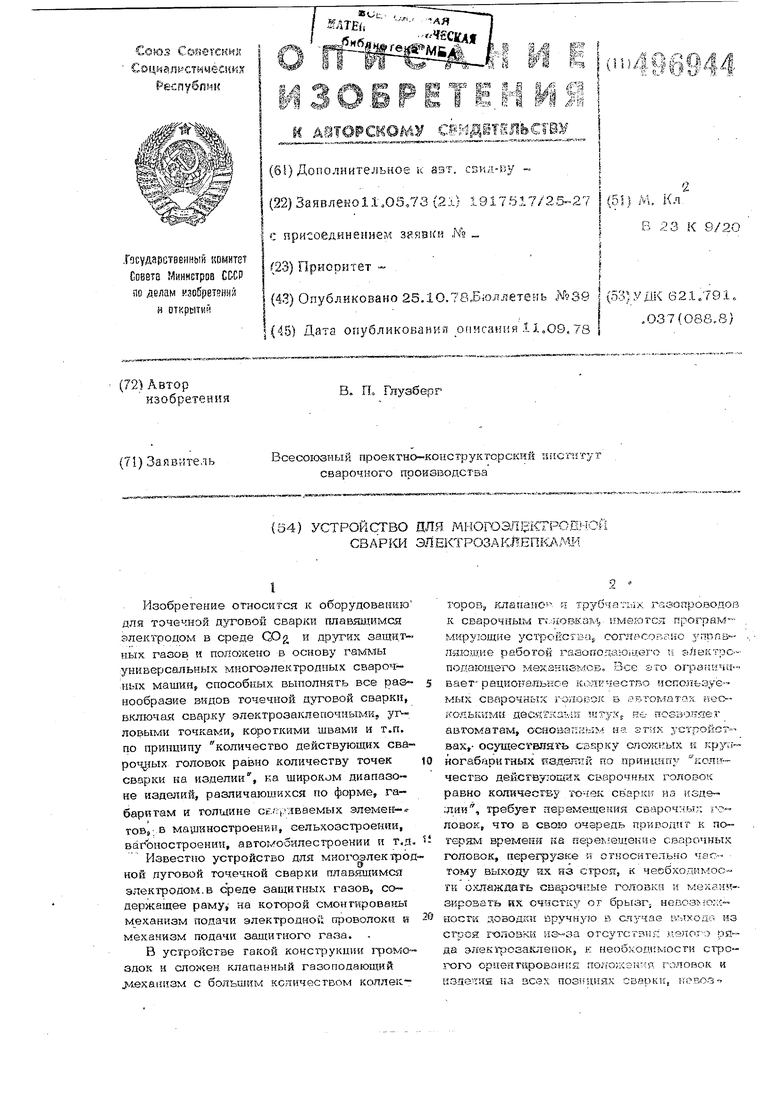
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1969 |
|
SU235874A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1972 |
|
SU346053A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1972 |
|
SU352726A1 |
| Устройство для подачи электродной проволоки | 1972 |
|
SU496943A1 |
| Устройство для подачи электроднойпроволоки | 1973 |
|
SU508355A1 |
| Устройство для обработки отверстий | 1986 |
|
SU1428540A1 |
| Сварочная головка | 1976 |
|
SU782969A1 |
| Устройство для сварки электроза клепками | 1976 |
|
SU597520A1 |
| УСТРОЙСТВО для СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ | 1966 |
|
SU182267A1 |
| Многоэлектродная сварочная головка | 1979 |
|
SU853907A1 |