Изобретение относится к изготовлению несущих балок и перекрытий с эффективной структурой.
Известен способ изготовления несущих балок, Предусматривающий операции ло формованию и соединению между собой наружных и внутренних элементов балок; элементы соединяют путем склеивания, сварки и т. п.
Недостатком этого способа является невозможность получения равнопрочных балок при заданных нагрузках.
Прочность мест соединений отдельных элементов всегда меньше прочности материала соединяемых элементов.
Предлагаемый способ отличается от известного тем, что формование элементов балки и их взаимное соединение осуществляют за один прием путем укладки предварительно пропитанных стекложгутов по контуру, соответствующему пространственному расположению элементов балки. После намотки и отверждения связующего получается однородная структура балки.
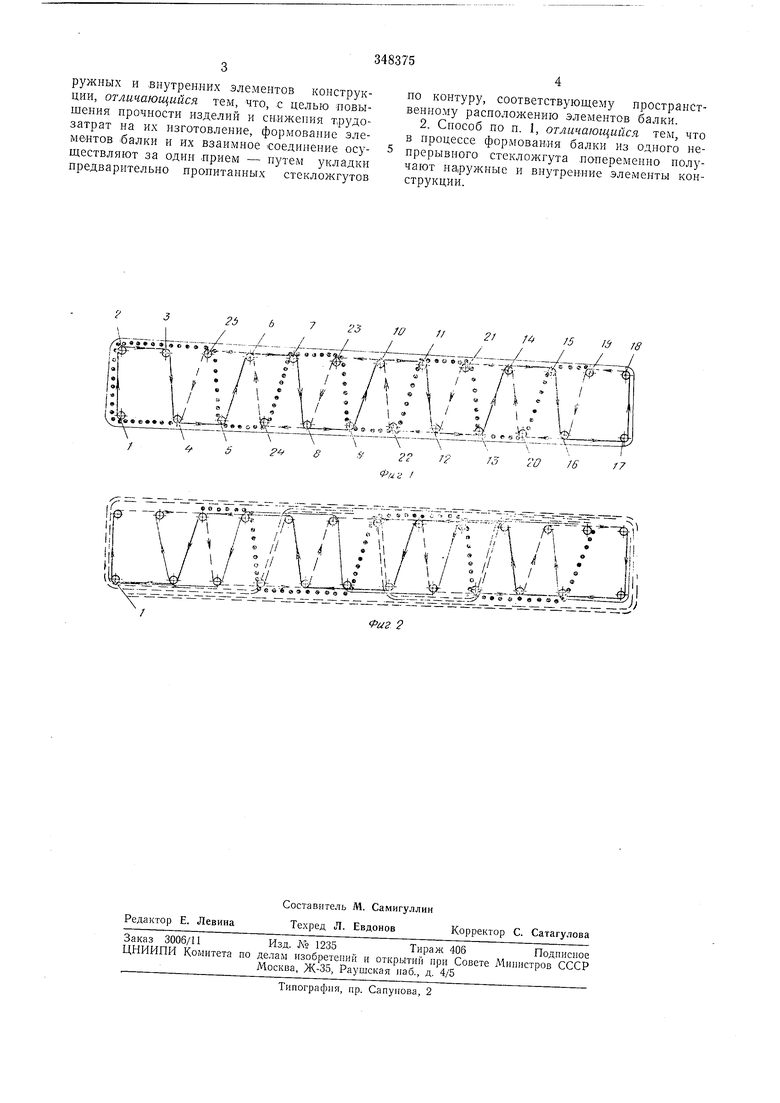
На фиг. 1 и 2 представлена схема укладки материала при его формования на оправке.
мам производят намотку пропитанных стекложгутов.
Нанример, если взять за начало намотки точку / стекложгут укладывается на щтыри в следующем порядке: прямой ход - точки /-/8 (сплошная липия); обратный ход - точки 19, 16, 20, 14, 21, 12, 22, 10, 23, 8, 24, 6, 25, 4, 3, 2, 1 (пунктирная линия); прямой ход - точки /, 4, 3, 25, 5, 24, 7, 23, 9, 22, 11, 21, 13, 20, 15, 19, 18, 17 (точечная линия).
После этого наматывается два, три и более слоев в зависимости от расчетной прочности в нродольно-ориентирова«ном направлении балки (щтрихи и пунктиры) и совершается обратный ход, при .котором намотка ведется как показано на фнг. 2. Чередование схем намотки производится до получения требуемой (расчетной) ширины балки.
Предлагаемый способ изготовления несущих балок нозволяет в отдельных местах балок иметь различные сечения, т. е. изготовлять балки в соответствии с прикладываемыми нагрузками и при этом иметь во всех точках балки одинаковое напряжение в материале.
ружных и внутренних элементов конструкции, отличающийся тем, что, с целью повышения прочности изделий и снижения трудозатрат на их изготовление, формование элементов 1балки и их взаимное соединение осуществляют за один -прием - иутем укладки цредварительио пронитанных стекложгутов
цо контуру, соответствующему иространственному расположению элементов балки.
2. Способ по ц. 1, отличающийся тем, что в процессе формоваш-ш балки из одного непрерывного стекложгута .попеременно получают наружные и внутренние элементы конструкции.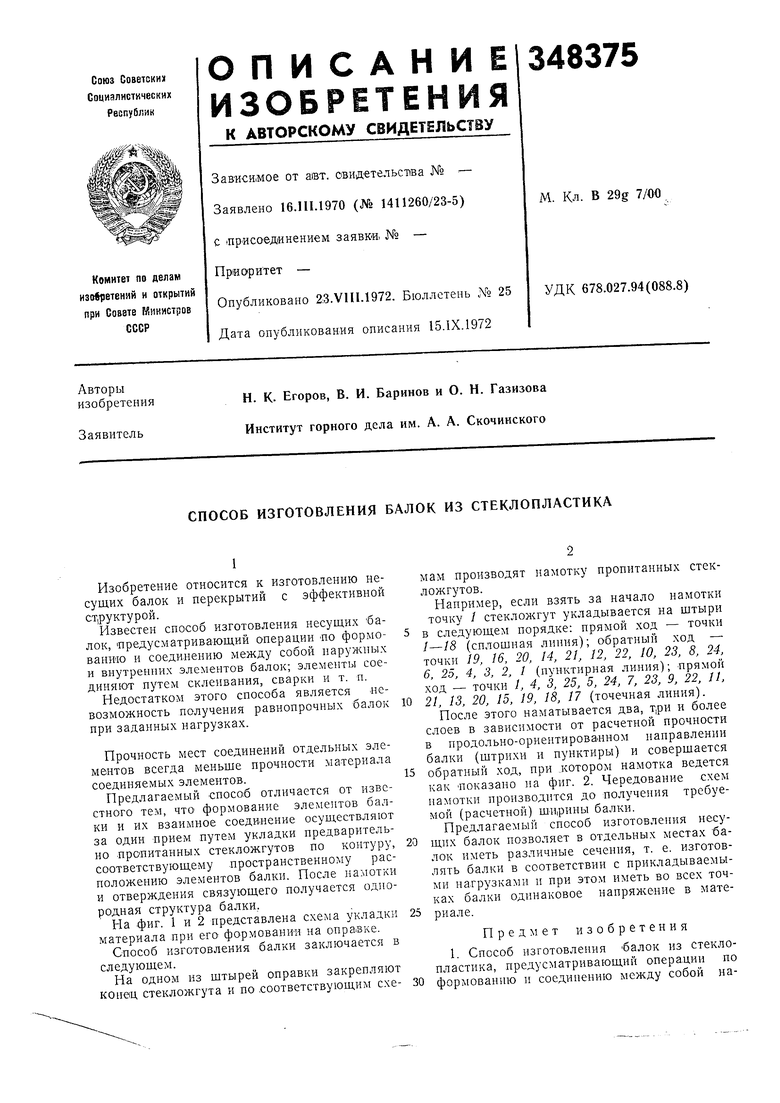
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стеклопластиковой конструкции | 1974 |
|
SU527333A1 |
| Способ изготовления балок набора | 1977 |
|
SU724354A1 |
| КОНСТРУКЦИОННЫЙ СЛОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2167357C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ОБОЛОЧКИ ИЗ АРМИРОВАННОЙ ПЛАСТМАССЫ | 2001 |
|
RU2209730C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛА СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1995 |
|
RU2111404C1 |
| ЛЕНТА БАНДАЖНАЯ ДЛЯ АРМИРОВАНИЯ ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДА | 2001 |
|
RU2187743C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| Фланец стеклопластиковой трубы | 1966 |
|
SU211063A1 |
| Способ формования внутренней конусной резьбы на концах стеклопластиковых груб | 1961 |
|
SU151466A1 |
«« rN
Z7 / 7 J /Z // ///,, I / : h I : М / 1 / : / / 1 / I : : П : f /« /5 / /ff Фиг 2
