Изобретение относится к области прессования металлов и сплавов жидкостью высокого давления.
При прессовании металлов и сплавов жидкостью наблюдается явление пульсации давления, вследствие чего на изделиях, полученных гидропрессованием, наблюдаются четко выраженные поперечные полосы, повторяюпдиеся с равным интервалом.
Кроме того, дроцесс гидропрессова-ния связан еще с одним отрицательным явлением: «выстреливание отпрессованным прутком в конечной стадии процесса за счет упругой энергии жидкости, а также системы инструмент - пресс.
В известном устройстве для гидромеханического прессования содержатся две камеры высокого давления с разной площадью поперечного сечения, соединенные дифференциальным плунжером с осевым сверлением. Заготовка помещается в камере с .меньшим диаметром. При прессовании плунжер все время прижимается к заготовке с усилием, равным или несколько больщим величины пульсации давления жидкости, устраняя дефект поверхности изделия. Однако при этом «е исключается возможность «выстреливания в конце процесса или застревание в матрице прессостатка, если объем жидкости недостаточен.
ливания отпрессованной заготовки и улучшение качества изделия.
Для этого на прессуемую заготовку одновременно с давлением жидкости непосредственно воздействует прессштемпель, установленный в полости пуансона для гидропрессования. Усилие, с которым прессштемпель давит на заготовку, значительно меньше необходимого для прессования и слулчнт для сглаживания пульсации давления жидкости. Величина этого усилия определяется степенью обратного выдавливания специальной прессшайбы из полости пуансона в сквозной канал прессштемпеля. Материал прессшайбы, выдавленный из полости пуансона в пространство между прессштемпелем и заготовкой, служит для жесткого выдавливания прессостатка в конечной стадии процесса, полностью исключая возможность «выстреливания отпрессованным изделием.
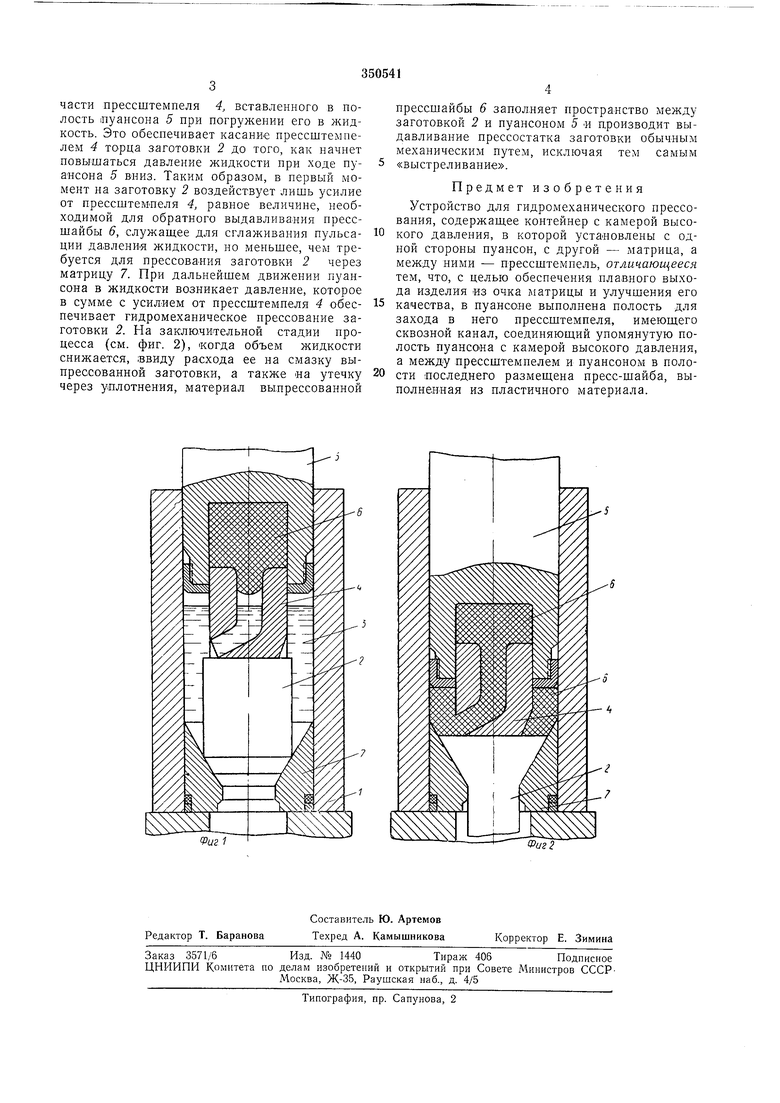
На фиг. 1 изображено предлагаемое устройство в начальной стадии прессования; на фиг. 2 - то же, в конечной стадии.
Устройство работает следующим образом.
В камеру / высокого давления устанавливают заготовку 2, предназначенную для гидропрессования, после чего заливают жидкость 3, .передающую давление с таким расчетом, чтобы ее уровень от торца заготовки 2 был несколько меньшим чем длина выступающей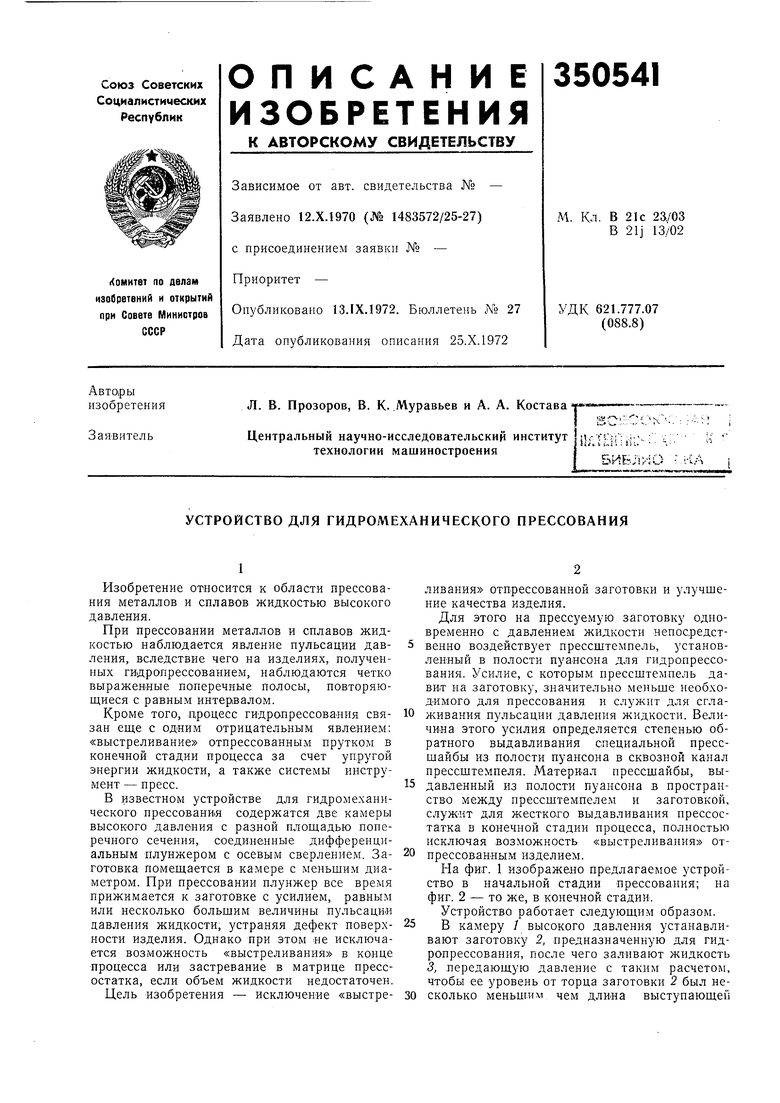
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯИЗДЕЛИИ | 1972 |
|
SU347111A1 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU268137A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННЫХ СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2491146C1 |
| Устройство для экструдирования заготовок | 1976 |
|
SU632426A1 |
| Способ определения характера течения металла заготовки при прессовании | 1976 |
|
SU662225A1 |
| УСТРОЙСТВО для КОМБИНИРОВАННОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1971 |
|
SU306884A1 |
| Прессшайба для прессования изделий | 1976 |
|
SU593765A1 |
| Способ полунепрерывного экструдирования легких сплавов | 1976 |
|
SU603455A1 |
| ОСНАСТКА ДЛЯ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ | 1970 |
|
SU411949A1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
