Изобретение относится к области накатки резьбы.
Известны стайки для иакатки резьбы, содержащие два последовательно установленных суппорта с роликовыми резьбонакатными головками.
Однако на таком станке можно накатывать только мелкие резьбы, причем заготовку трудно установить соосно иакатным головкам.
С целью устранения этих недостатков предложен станок, ролики в головках которого смонтированы с возможностью радиального неремеи1.ения относительно оси заготовки, а оба суппорта снабжены центрами для установки заготовки, при этом в одном из суппортов размен1ен механизм враш,е1тия обрабатываемой заготовки.
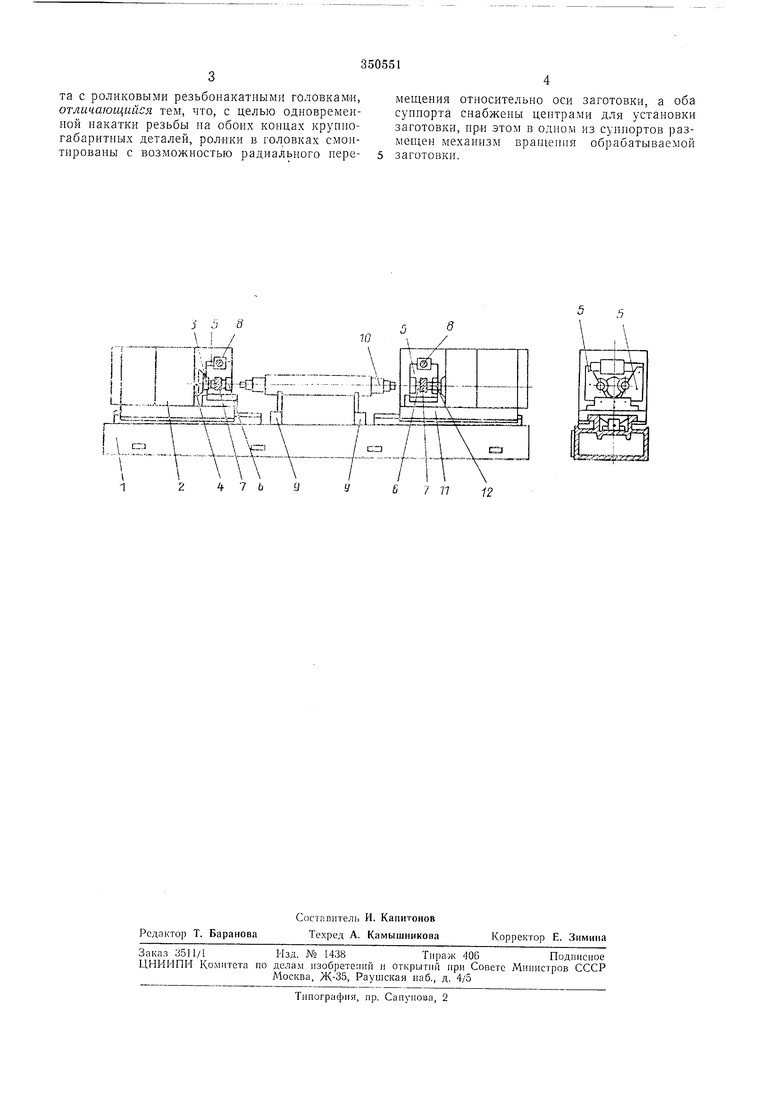
На чертеже представлена принципиальная схема нредлагаемого станка.
Станина / является базой, на которой монтируются все узлы.станка. 11ередний суипорт 2, устаповленный на направляющих станины, может перемеи1,аться вдоль оси обрабатываемого вала. На указанном суппорте 2 устанавливается привод 5 враидения детали и центр 4 для ее подъема и базировки, а также накатиая головка 5, шпиндель 6 с накатными роликами 7 и приводом S для их перемещения. Иа CTanniie установлены иризмы 9, на которые загружается обрабатываемая деталь 10. ЗадНИИ суппорт // также устанавливается на направляющие станины и перемеи1,аться вдоль оси обрабатываемого вала. Аналогично суппорту 2 на суппорте II устанавливается головка 5 с резьбовыми роликами 7, привод 8, а также вращаюпшйся центр /2.
На призмы 9 станка загружается обрабатываемый вал. Суппорты 2 и // перемеи1,аются по нанравляющим станииы к детали, захватывают ее центрами 4 и 12, приподнимая с призм 9. После установки детали в центры включается привод вращения 3 на суппорте 2, накатываемая деталь начинает вращаться. На вращающуюся деталь, одновременно с двух головок 5, установленных на суппортах 2 и /Л начинают перемещаться накатные ролнки 7 от ириводов 8. Накатные ролики получают вращение от обрабатываемой детали, при этом происходит профилирование резьбы иад 1ей.
После накатки резьбы ролики 7 приводом А отводятся от детали, вращеиле ее прекращается, суппорты 2 п // отводятся от детали в -исходное положение, при этом обрабатываемая деталь вновь ложится на призмы .9. Нроисходит съем готовой детали и загрузка следующей. Цикл обработки повторяется.
та с роликовыми резьбонакатными головками, отличающийся тем, что, с целью одновременной накатки резьбы на обоих концах крупногабаритных деталей, ролики в головках смонтированы с возможностью радиального нере- 5 заготовки.
мещения относительно оси заготовки, а оба суннорта снабжены центрами для установки заготовки, при этом в одном из суннортов размещен механизм врандення обрабатываемой
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Станок для накатывания резьбы | 1980 |
|
SU927396A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| Блок крепления резьбонакатной головки | 1987 |
|
SU1738451A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 1991 |
|
RU2013176C1 |
| Установка для накатывания резьбы | 1981 |
|
SU984593A1 |
| Резьбонакатной автомат | 1988 |
|
SU1632594A1 |
| Резьбонакатное устройство | 1987 |
|
SU1496888A1 |
| Головка для накатывания резьбыНА МНОгОгРАННыХ МЕТчиКАХ | 1979 |
|
SU795674A1 |
i.Jpifc:ia
76
А-L .
7 77
